

A smooth and steady molding method of spherical graphite iron castings
A technology for smooth mold filling and nodular cast iron, which is applied to casting equipment, control of molten metal pouring from ladles, and metal processing equipment, etc. The effect is small, the possibility of reducing the formation of sand inclusion defects, and the effect of improving material performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
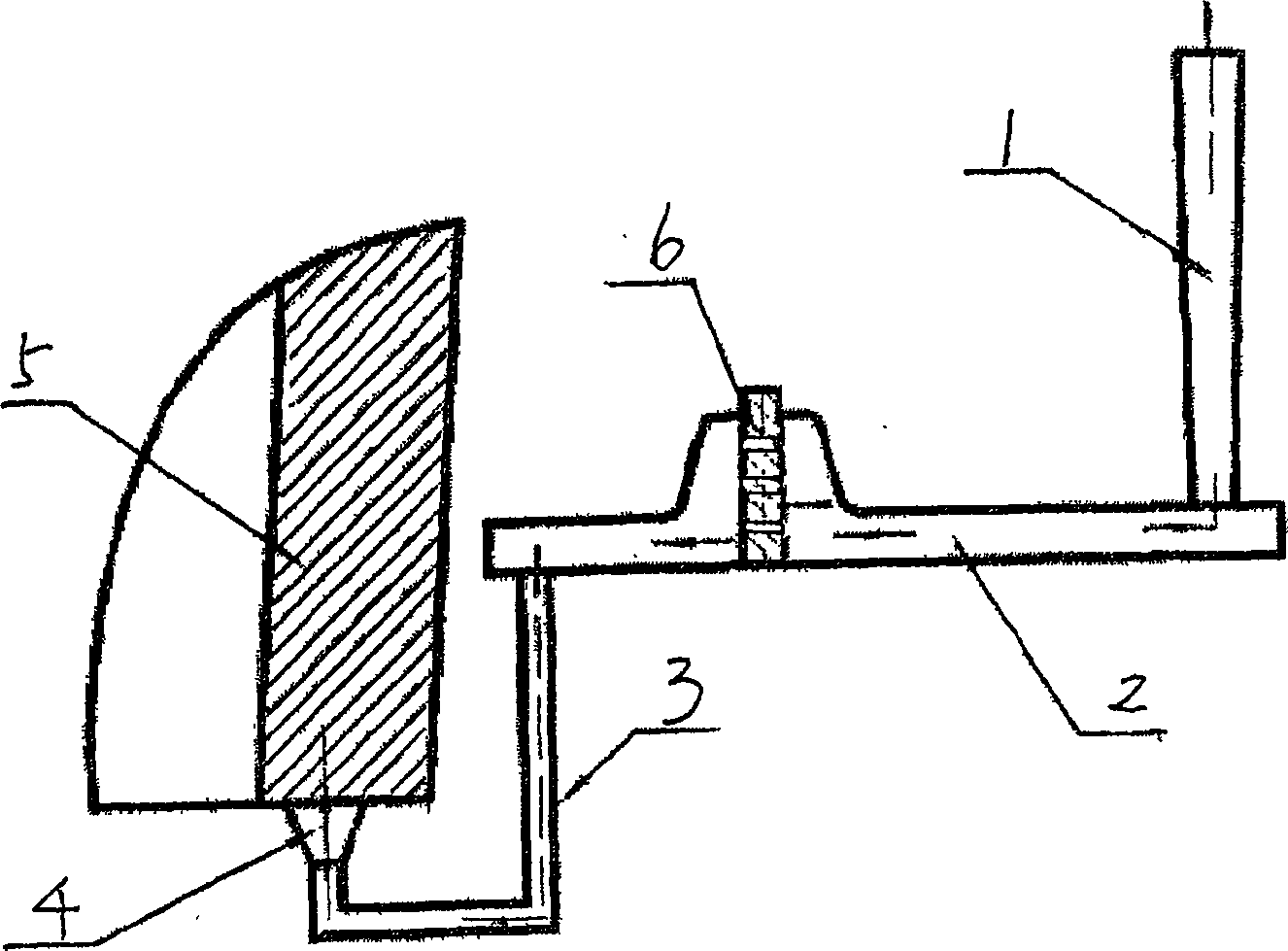
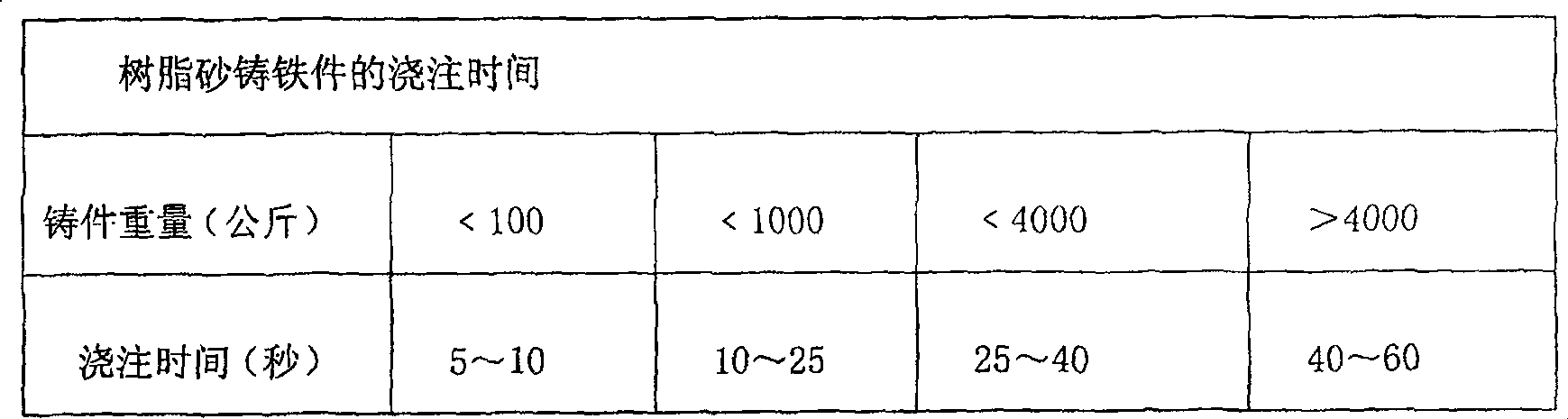
[0018] A method for stable filling of ductile iron castings, including sand molding, pouring through runners, and slow pouring speed during pouring. For castings less than 100 kg, the pouring time is 15 to 30 seconds (Examples 16, 23, 29 second). The runner is in the form of a ceramic tube, and a filter device for filtering impurities is installed in the runner. The filter device is a ceramic block with filter holes to filter out impurities. When placing sand for modeling, vibrate the sand mold to make the modeling firm.
Embodiment 2
[0020] When pouring, use slow pouring speed. For castings between 100 and 1000 kg, the pouring time is 30 to 60 seconds (for example, 30, 45, and 60 seconds); for castings between 1000 and 4000 kg, the pouring time is 60 to 60 seconds. 180 seconds; (examples 60, 120, 180 seconds); for castings larger than 4000 kg, the pouring time is 180 to 480 seconds (examples 180, 320, 480 seconds).
[0021] Specifically, such as:
[0022] 2 ton weight casting, pour time is 90 seconds. For a 10-ton casting, the pouring time is 300 to 480 seconds.
[0023] 100% of the castings produced by the invention pass visual inspection, magnetic particle inspection and ultrasonic inspection, and have no defects of sand inclusion and secondary oxide slag.
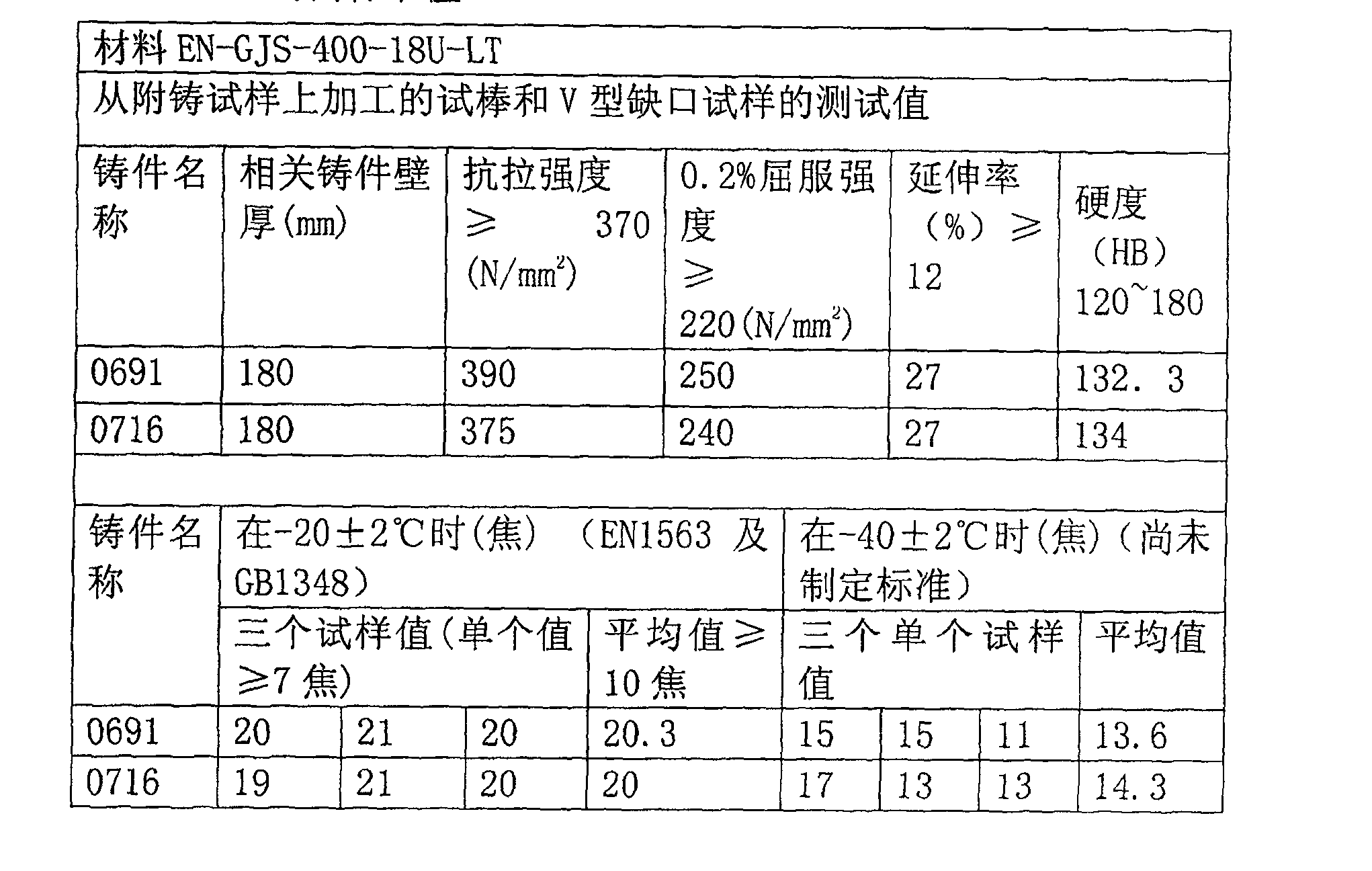
[0024] Due to the use of the present invention, the material properties of ductile iron castings are significantly improved. Taking the low temperature impact performance of wind turbine castings as an example, the -40±2°C low temperature impact pe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More