

Gas-shielded arc welding method
A gas shielded and arc welding technology, applied in arc welding equipment, welding media, welding equipment, etc., can solve the problems of weld shape deterioration, weld width expansion, poor appearance, etc., improve joint fatigue characteristics, prevent cracks and Good porosity and uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] Hereinafter, embodiments of the present invention will be described in detail.
[0037] The invention relates to a gas-shielded arc welding method for pulse welding by adopting a solid welding wire.
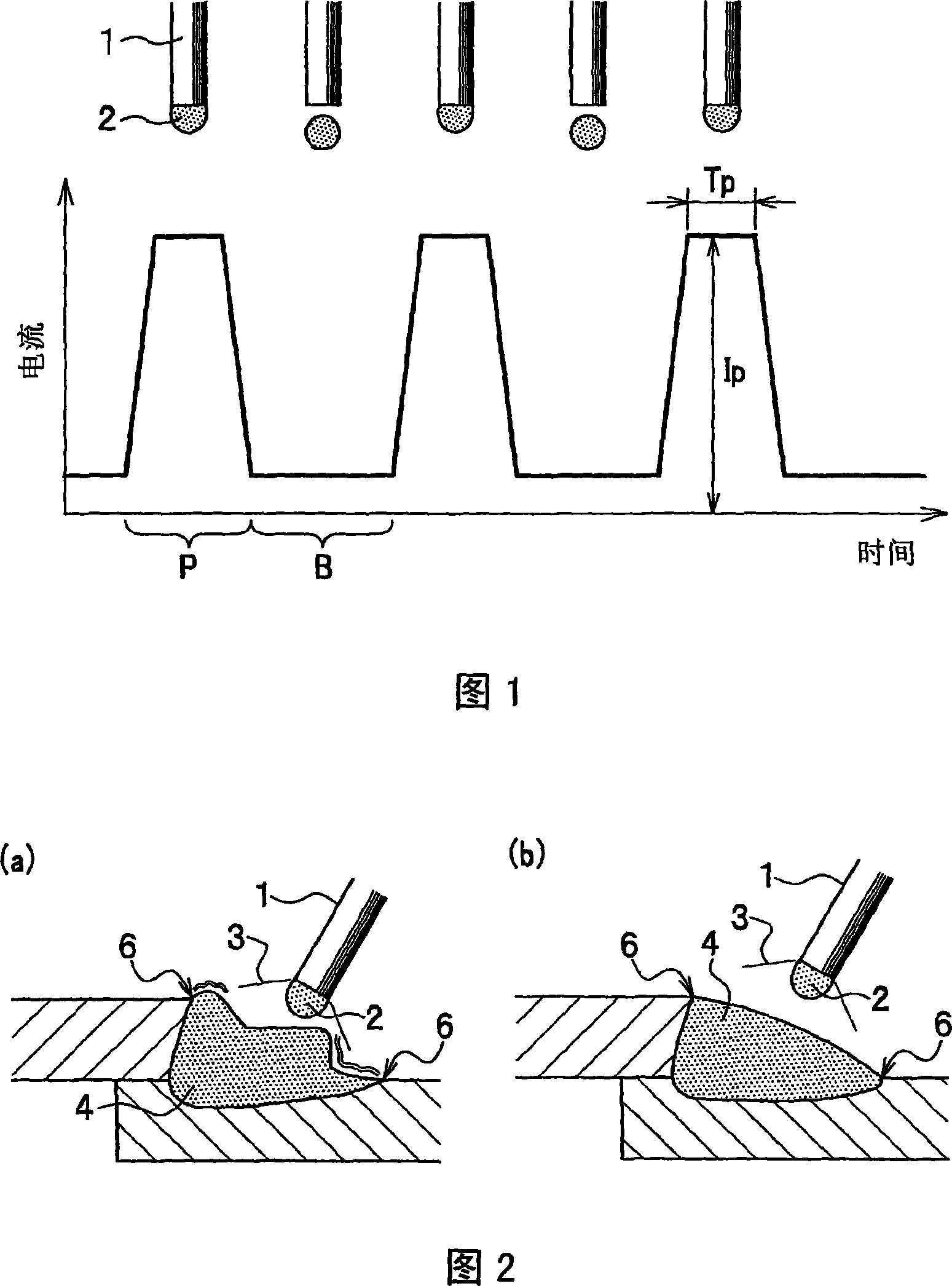
[0038] In addition, the so-called pulse welding here refers to welding performed by pulse-shaped current and voltage waveforms.
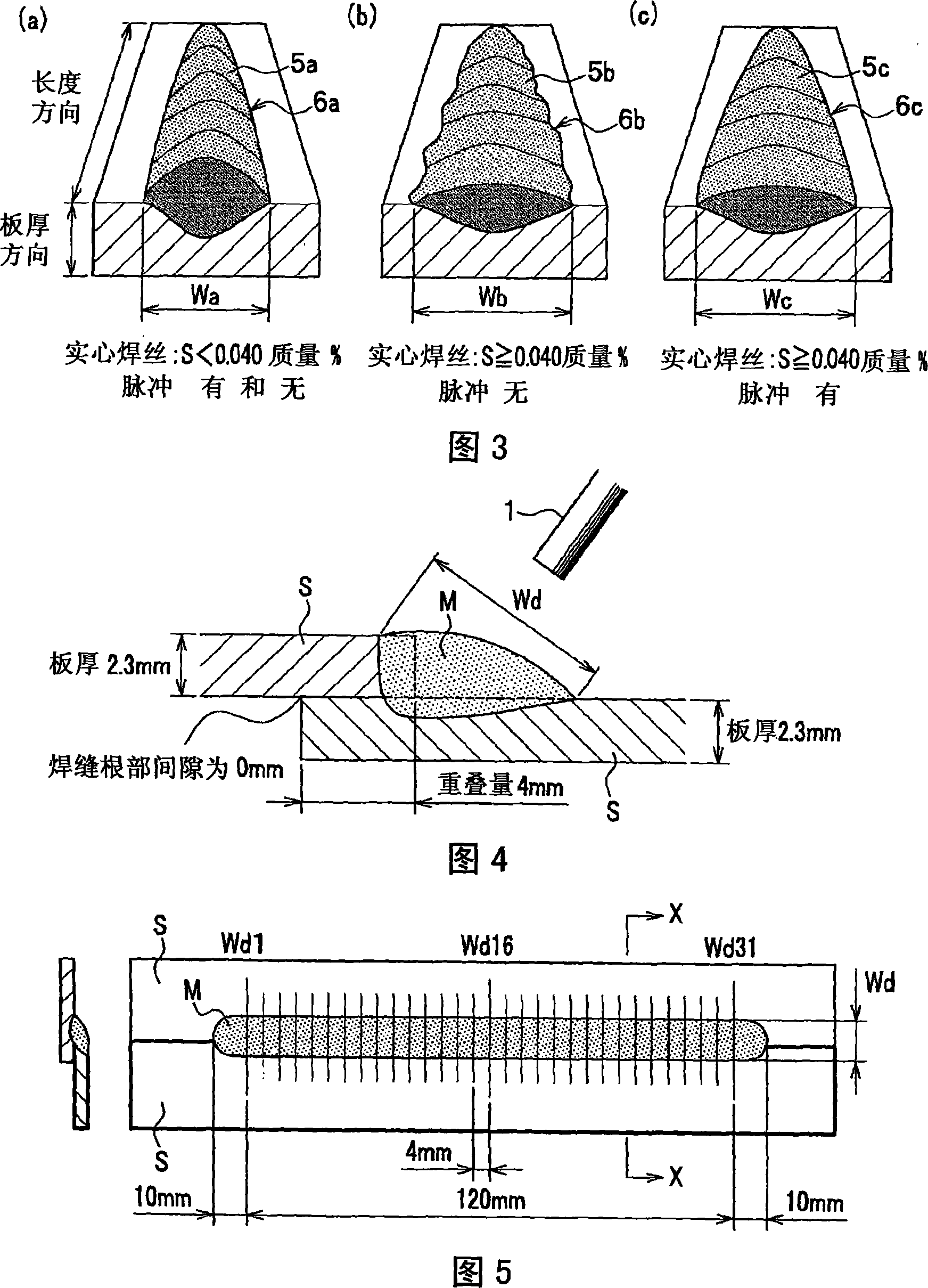
[0039] Moreover, the welding wire contains 0.040 to 0.200% by mass of S, and also contains a predetermined amount of Si, Mn, C, and P, the balance is composed of Fe and inevitable impurities, and the pulse peak current in the pulse of the pulse welding (Ip) is specified to be 350A or more, and the pulse peak period (Tp) is specified to be 0.5 to 2.0 msec. Furthermore, the protective gas used is specified as a prescribed type.
[0040] Hereinafter, each configuration will be described.
[0041] (Solid welding wire)
[0042] In general, the welding wire includes a linear solid welding wire and a flux-cored welding wire filled with flux at the center. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More