

Fluidizer and fluidization method for preparing ethylene by ethanol dehydration
A technology of ethanol dehydration and fluidization equipment, which is applied in the field of equipment for preparing hydrocarbons from non-hydrocarbon compounds, which can solve the problems of increased side reactions and decreased ethylene purity, and achieve the effect of improving purity and ensuring heat balance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
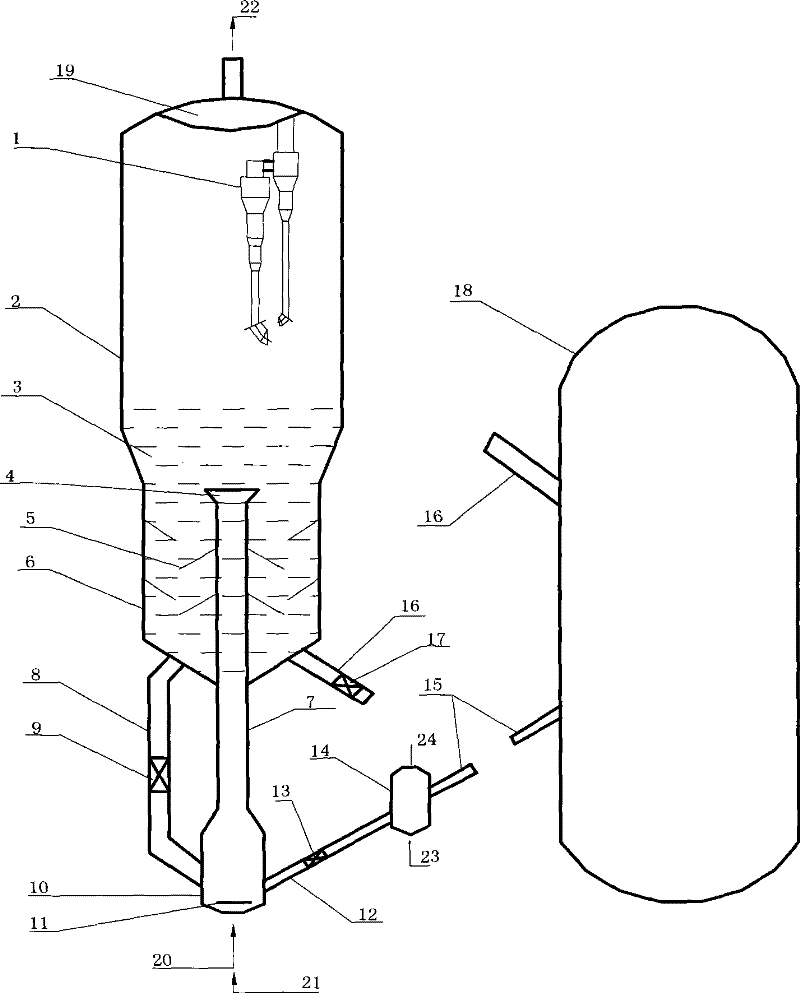
[0051] Relevant test among the embodiment 1 is carried out on the medium-sized device of the ethanol dehydration making ethylene (ETE) by computer real-time control, and the processing capacity of this device is 0.4t / d, and ethanol raw material is the water containing 5% (volume fraction) Ethanol, the weight hourly space velocity of ethanol is 1.0h -1 , fluidized bed reaction temperature 360 ° C, reaction pressure 0.2MPa (gauge pressure). The catalyst is MMC-2 catalyst (800°C, 100% steam aging for 17 hours) produced by Sinopec Qilu Catalyst Company. The preheating temperature of the ethanol feedstock is 360°C, the temperature of the recycled catalyst entering the catalyst mixing chamber is 300°C, and the temperature of the regenerated catalyst from the degassing tank of the regenerated catalyst is 700°C, and the regenerated catalyst and the recycled catalyst are mixed in the catalyst mixing chamber The temperature is 370°C. The weight ratio of recycled spent catalyst from ...
Embodiment 2
[0057] The device used in the experiment of embodiment 2, ethanol raw material and catalyst are all the same as embodiment 1.
[0058] The weight hourly space velocity of ethanol is 1.5h -1 , the fluidized bed reaction temperature is 370°C, and the reaction pressure is 0.17MPa (gauge pressure). The preheating temperature of the ethanol feedstock is 380°C, the temperature of the recycled catalyst entering the catalyst mixing chamber is 300°C, and the temperature of the regenerated catalyst from the degassing tank of the regenerated catalyst is 690°C, and the regenerated catalyst and the recycled catalyst are mixed in the catalyst mixing chamber The temperature is 390°C. The weight ratio of the recycled spent catalyst from the catalyst internal circulation pipe to that from the regenerated catalyst degassing tank was about 3.3:1.
[0059] The product distribution is shown in Table 1. From Table 1, it can be seen that the conversion rate of ethanol is 99.8%, and the purity of e...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More