

Process for manufacturing manhole cover
A manufacturing process and technology of manhole cover, which is applied in the field of manhole cover manufacturing, can solve the problems of no recycling value, complex structure of manhole cover, hidden dangers of road safety, etc., achieve short molding and heat preservation time, and reduce the possibility of theft Sexuality and energy-saving effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
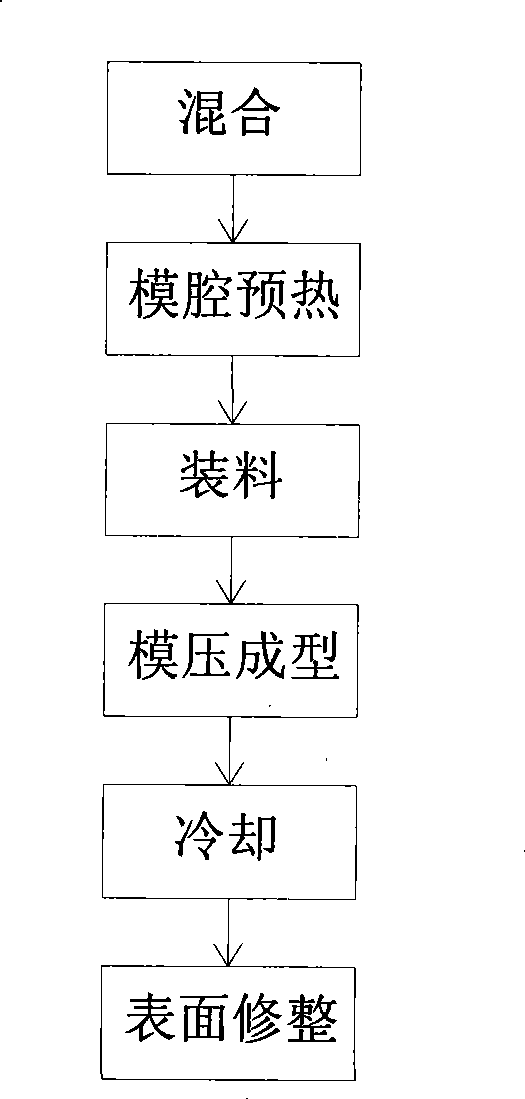
[0032] Embodiment one: if figure 1 As shown, the manufacturing process of the manhole cover is carried out in the following steps:
[0033] Mixing: Select 29.4 kg of sheet molding compound (SMC) and 18 kg of bulk molding compound (BMC) for mixing. Among them, the weight percentage of SMC is composed of resin 22%, calcium carbonate 40.5%, pigment 0.4%, glass fiber 21%, tert-butyl peroxide 0.5%, zinc stearate 2%, magnesium oxide 0.6%, polystyrene solution 13%. The weight percentage of BMC is composed of resin 16%, calcium carbonate 60%, pigment 0.27%, glass fiber 14.84%, tert-butyl peroxide 0.13%, zinc stearate 1.6%, polystyrene solution 7.0%, calcium hydroxide 0.16% %.
[0034] Cavity preheating: Preheat the cavity of the four-column hydraulic press to 100°C for 2 hours.
[0035] Loading: Put half of the mixture of SMC and bulk molding compound into the mold cavity; spread the mesh profile welded by rebar steel, the profile weighs 12.6 kg; spread the remaining SMC and bulk...
Embodiment 2
[0038] Embodiment two: the manufacturing process of manhole cover is carried out according to the following steps:
[0039] Mixing: Select 4 kg of sheet molding compound and 10.6 kg of bulk molding compound for mixing. Wherein, the percentage by weight of SMC is composed of resin 22.5%, pigment 0.3%, glass fiber 26%, tert-butyl peroxide 0.5%, zinc stearate 2.8%, magnesium oxide 0.8%, polystyrene solution 13%, balance for calcium carbonate. The weight percent of BMC is composed of resin 17%, pigment 0.28%, glass fiber 13%, tert-butyl peroxide 0.14%, zinc stearate 1.7%, polystyrene solution 7.6%, calcium hydroxide 0.17%, and the balance is calcium carbonate.
[0040] Mold cavity preheating: preheat the mold cavity of the four-column hydraulic press to 121°C, and the preheating time is 1.5 hours.
[0041] Loading: Put half of the mixture of SMC and bulk molding compound into the cavity; spread the mesh profile welded by rebar steel, the profile weighs 5.4 kg; spread the remain...
Embodiment 3
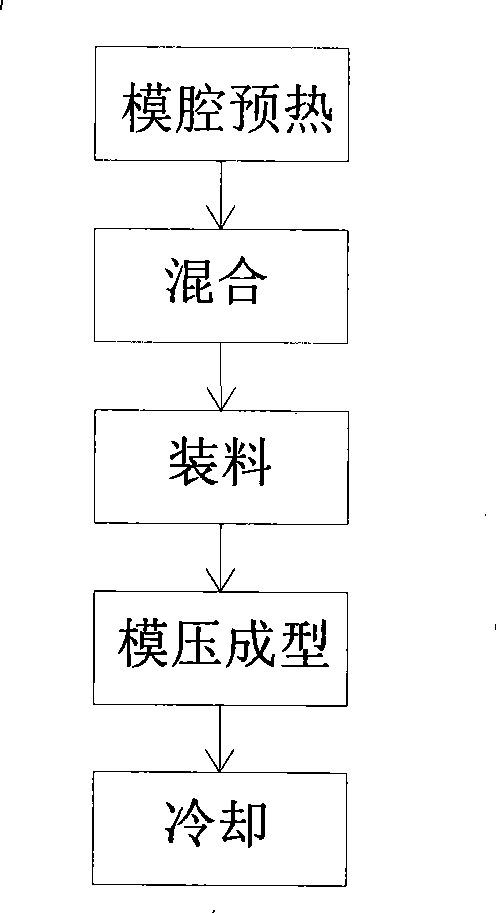
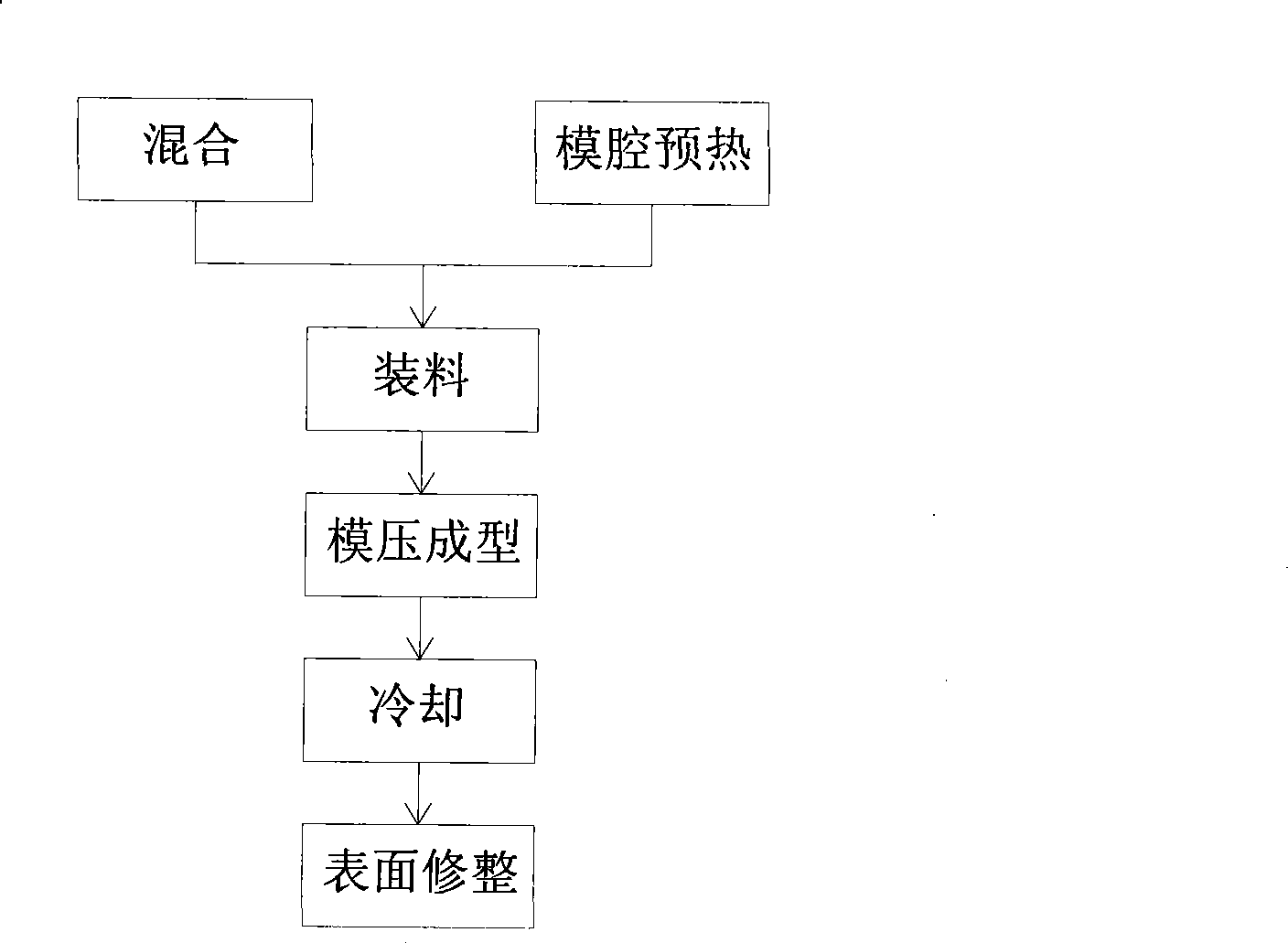
[0044] Embodiment three: see figure 2 , the manufacturing process of the manhole cover is carried out in the following steps:
[0045] Mold cavity preheating: preheat the mold cavity of the four-column hydraulic press to 136°C, and the preheating time is 2.5 hours.
[0046] Mixing: Select 17.4 kg of sheet molding compound and 6.6 kg of bulk molding compound for mixing. Wherein, the percentage by weight of SMC is composed of resin 21.7%, pigment 0.39%, glass fiber 23%, tert-butyl peroxide 0.5%, zinc stearate 2.2%, magnesium oxide 0.65%, polystyrene solution 13%, balance for calcium carbonate.
[0047] Loading: Put half of the mixture of SMC and BMC into the cavity; spread the grid-shaped steel plate, the steel plate weighs 6 kg; spread the rest of the mixture of SMC and BMC.
[0048] Compression molding: Compression molding under the conditions of pressure 8000KN and temperature 109℃, holding pressure and heat preservation for 35 minutes.
[0049] Let cool to room temperat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More