

New casting method and casting die
A technology for casting molds and castings, which is applied in the field of casting molds implementing the method, and can solve problems such as troublesome operation, low yield, and high cost of castings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
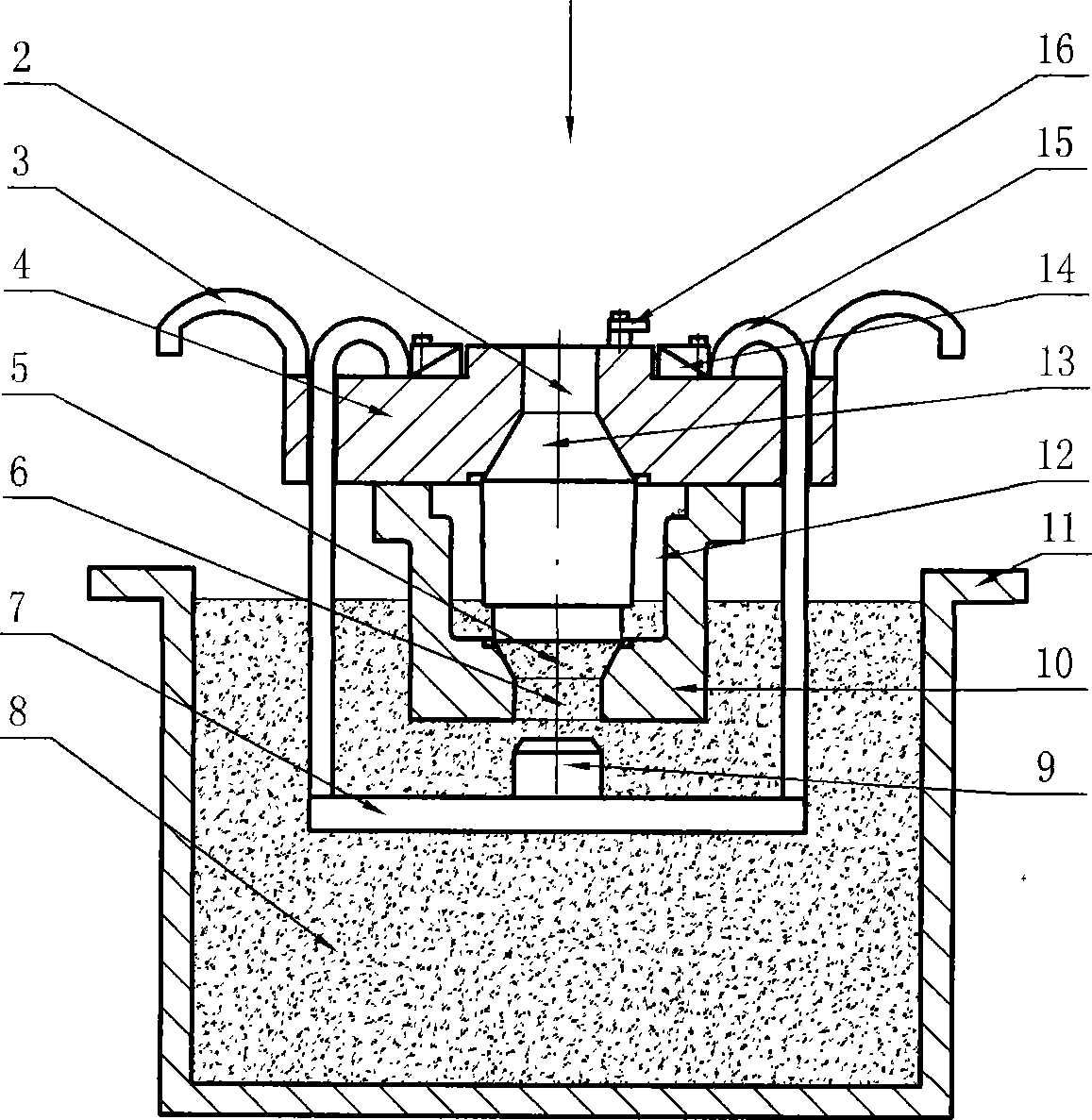
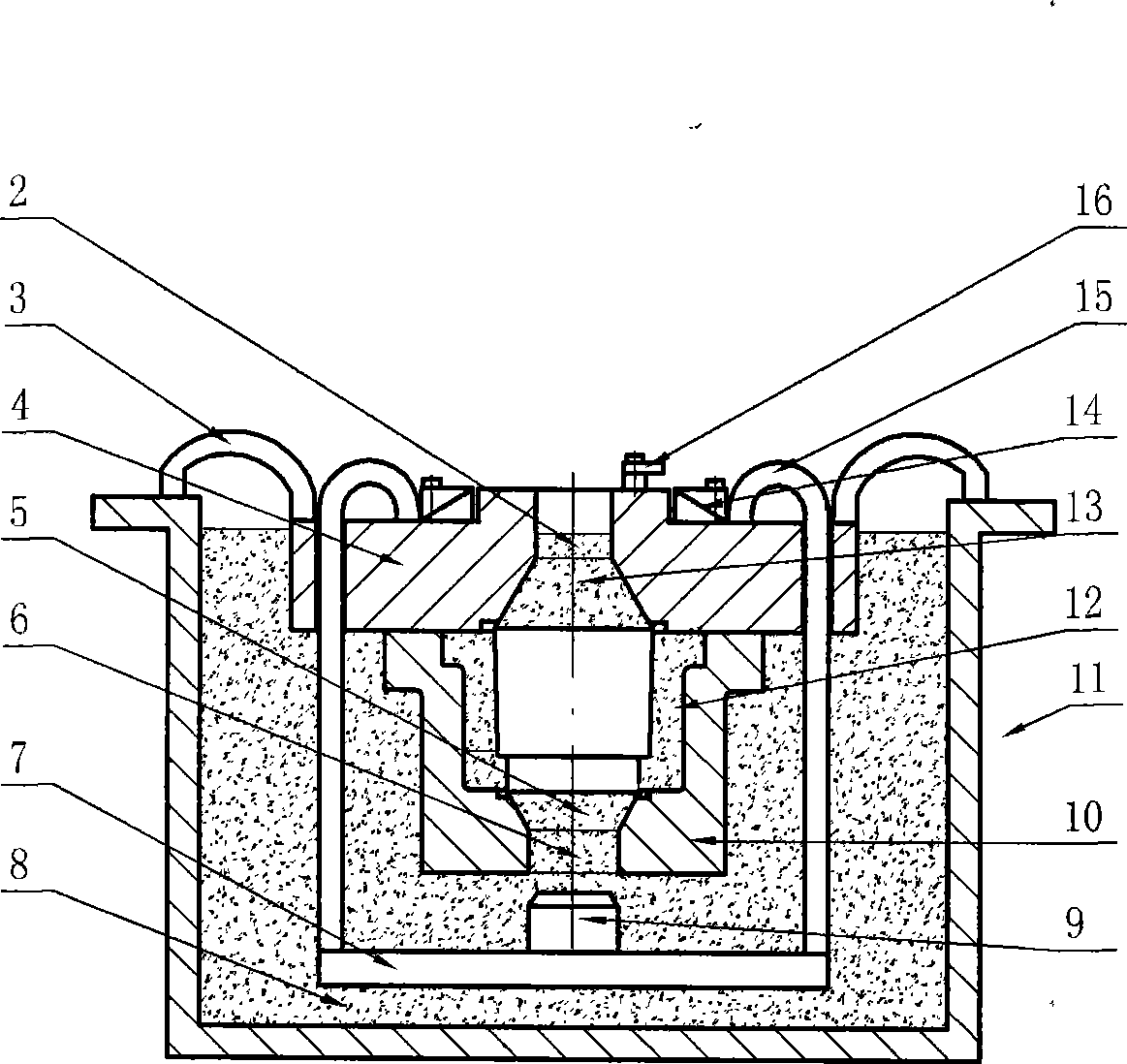
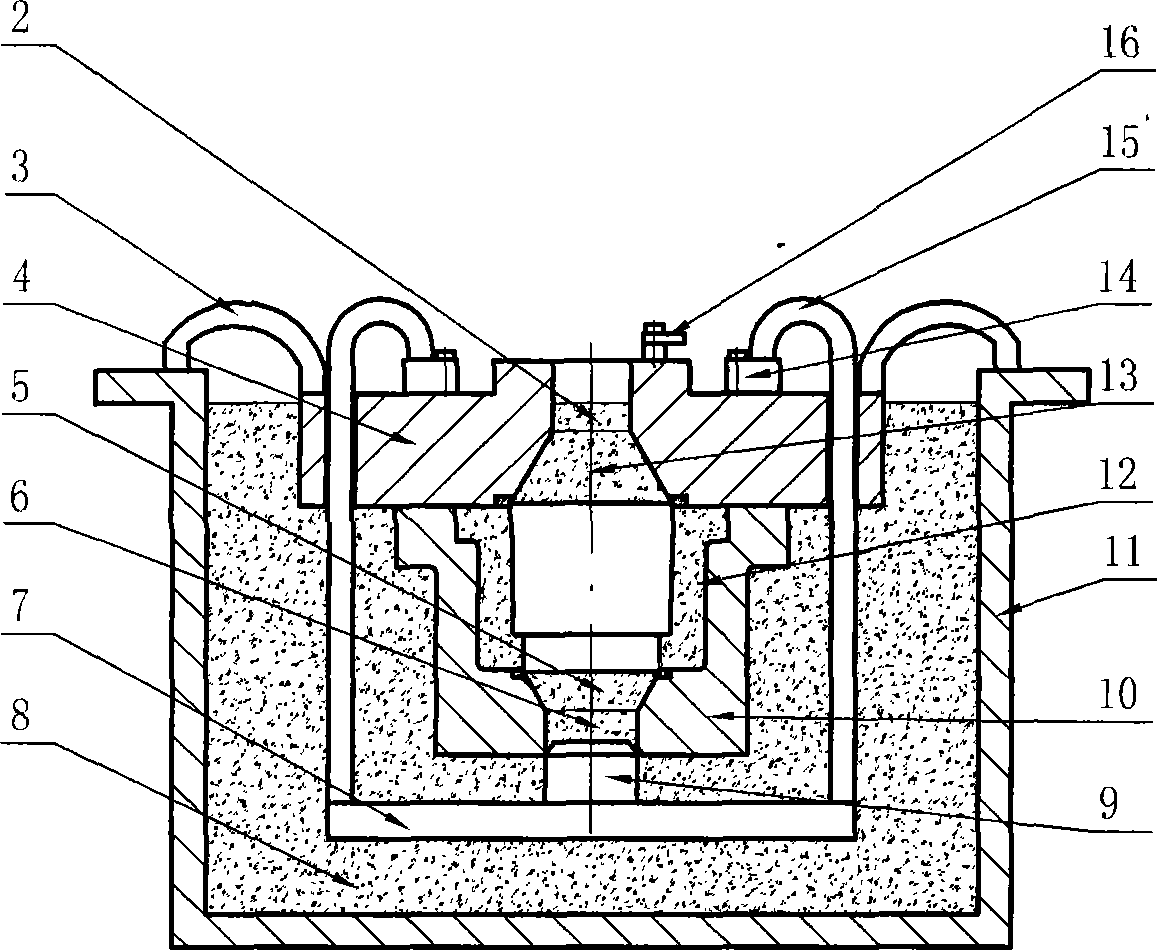
[0069] The casting mold has a simple structure, and the specific structure has been introduced before, and the specific implementation will be described in conjunction with the operation process below.
[0070] The operating process of the present invention comprises the following steps:
[0071] 1. Preparation,
[0072] a. Smelting molten metal. For large casting molds, the molten metal should be placed in a molten pool of a corresponding size and kept warm. (Taking aluminum alloy as an example) the heat preservation temperature can be 10-30°C lower than that of conventional low-pressure casting. The molten metal is generally controlled Between 690~715℃,
[0073] b. Preheat the casting mold and paint under the same conditions as conventional low-pressure casting,
[0074] c. Complete the assembly of the casting mold and paint the outside of the casting mold;
[0075] 2. Use a sling or a hook on the crane to hook the fixed ring 3 on the casting mold, slowly immerse the cast...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More