

Method for processing oil grooves in inner bores of copper bearing bush
A bearing bushing and copper processing technology, which is applied to metal processing equipment, metal processing machinery parts, supports, etc., can solve the problems of large cutting force, unsuitable for mass production requirements, high surface roughness, etc., and meet the requirements of mass production and high Effects on process quality and productivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
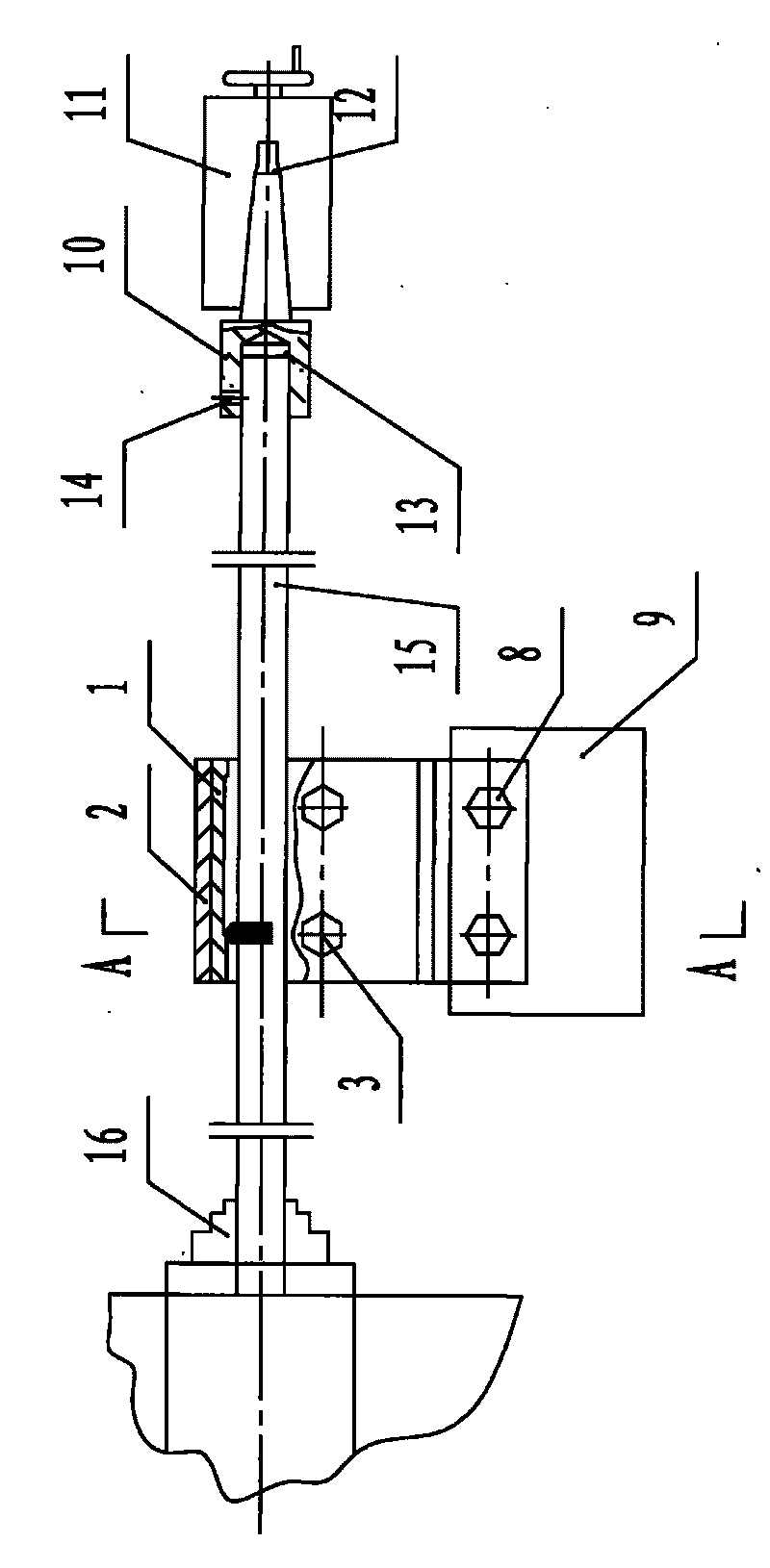
[0021] Below the present invention will be further described in conjunction with the embodiment in the accompanying drawing:
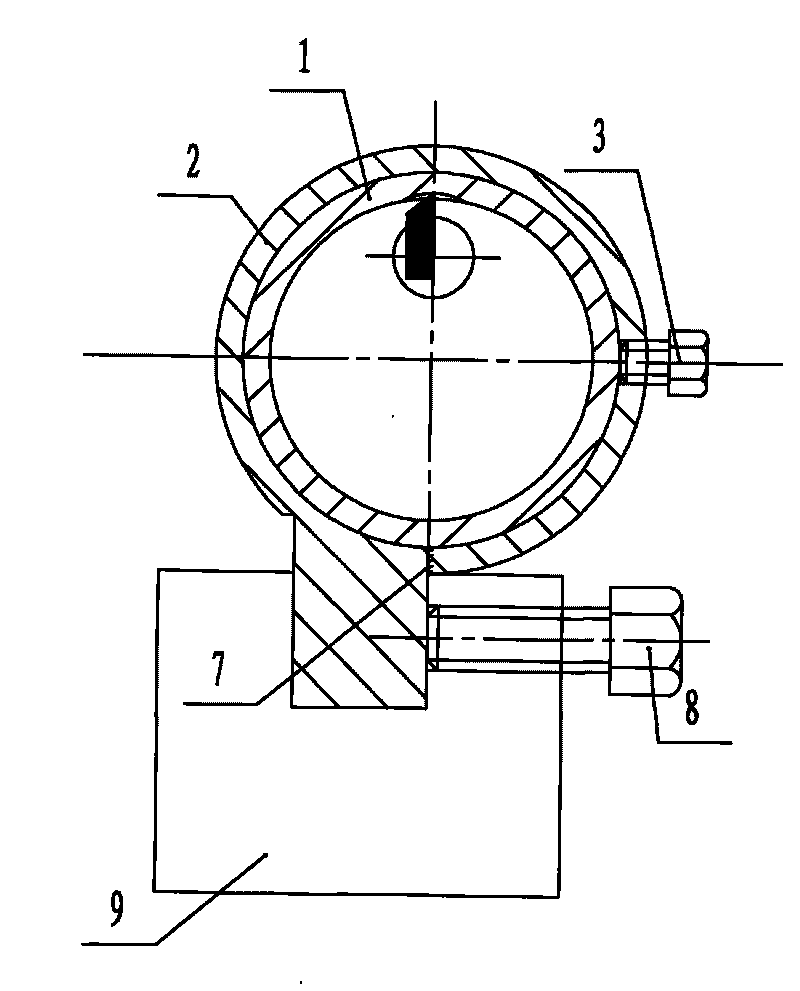
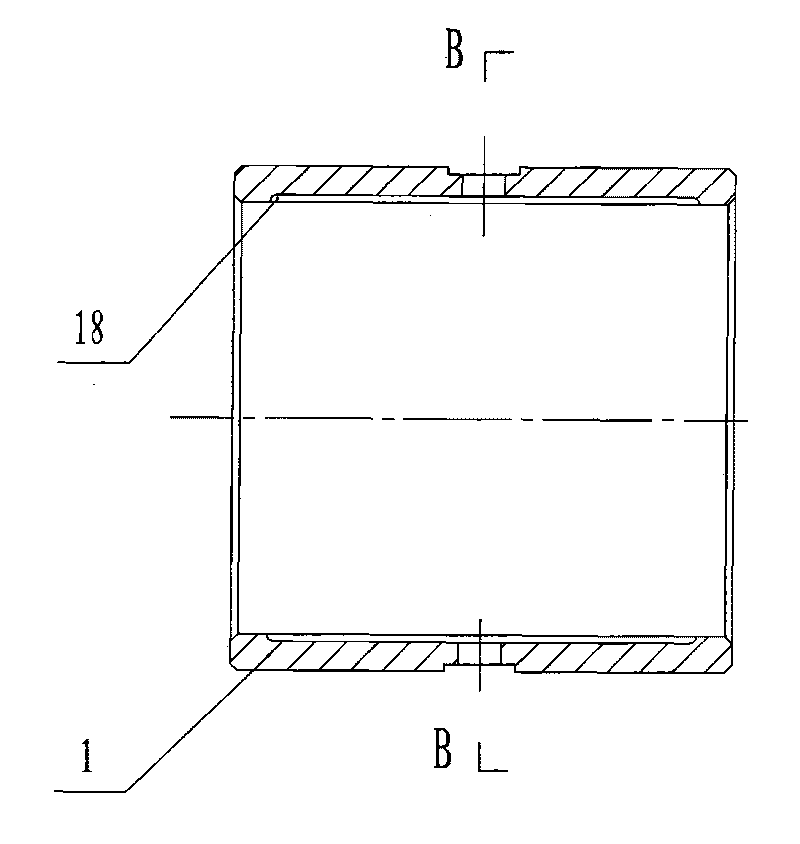
[0022] Figure 1 to Figure 8 Shown: 1. Copper bearing bushing, 2. Clamp body, 3. Set screw, 4. Ring body, 5. Fixing body, 6. Fastening workpiece screw hole, 7. 180° positioning marking line, 8. Fastening fixture screw, 9, lathe tool holder, 10, auxiliary positioning support tool, 11, lathe tailstock, 12, Morse taper hole, 13, tool bar hole, 14, lubricating oil hole, 15, tool bar, 16, Three-jaw chuck, 17, blade, 18, the first oil groove.
[0023] A method for processing the oil groove in the inner hole of the copper bearing bush of the present invention adopts the following process steps:
[0024] (1) First put the copper bearing bush 1 into the clamp body 2, and after the end faces are aligned, lock it with two set screws 3. The clamp body 2 is an integral structure, see Figure 7 , Figure 8 As shown, the clamp body 2 includes a ring body 4 and a ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More