

Method for welding with laser-cold metal transferred arc composite heat source
A technology of cold metal transition and composite heat source, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of lack of fusion, unstable welding process, and high welding seam, so as to improve stability and improve welding. Quality and welding efficiency, improved weld formation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] specific implementation plan
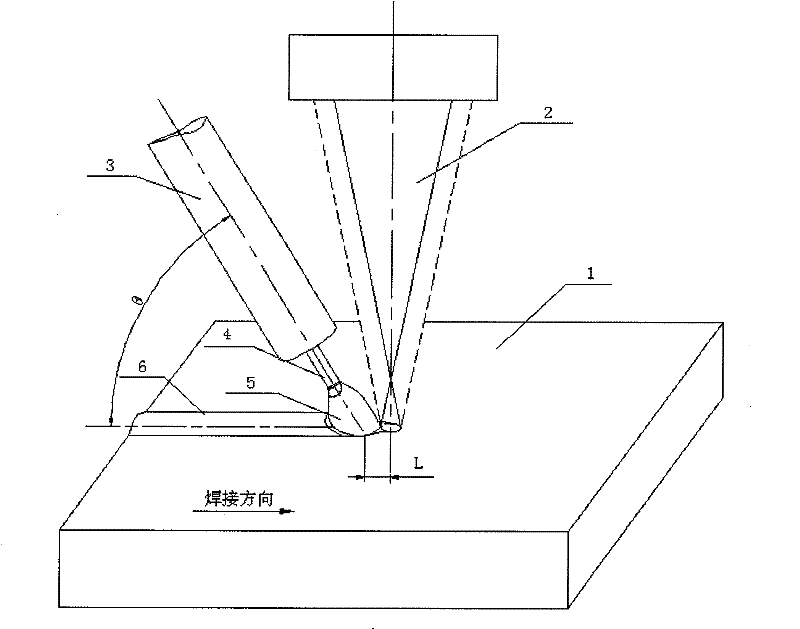
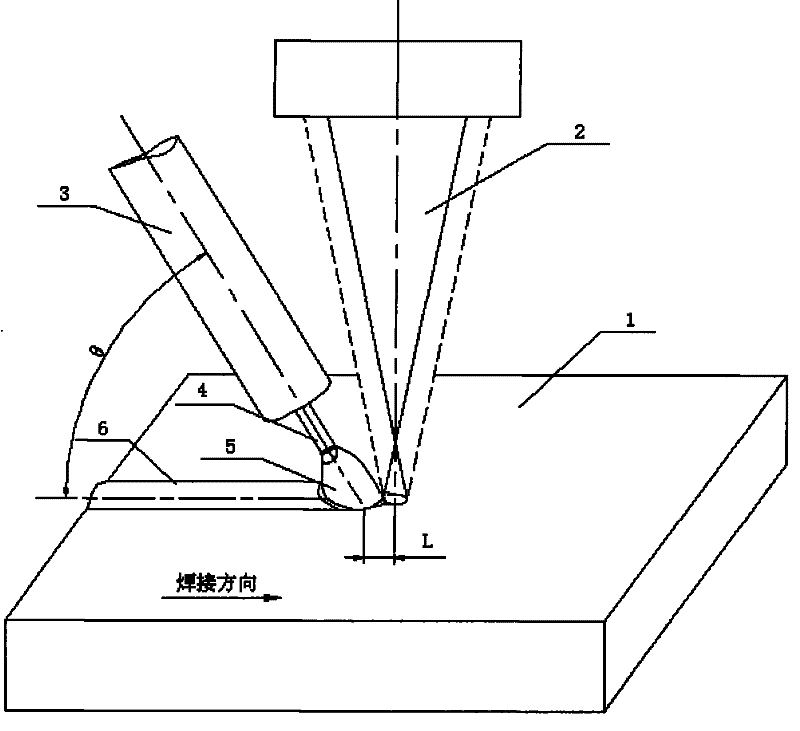
[0024] Utilize a kind of laser-cold metal transitional arc composite heat source that the present invention proposes to carry out welding test, test adopts the HL2006D type Nd:YAG solid-state laser that German TRUMPF company produces, the maximum output power is 2.6KW, and output wavelength is the continuous light wave of 1.06 μm, adopts Focusing lens with a focal length of 200mm, CMT arc power supply is TPS4000 digital CMT welding power supply and wire feeding system produced by Austrian FRONIUS company.
[0025] 1. The base material of the test is 304 stainless steel, the size of the test plate is 200mm×40mm×7mm, 308L stainless steel welding wire with Ф1.2mm is used, the shielding gas is pure Ar, the gas flow rate is 25L / min, the test is flat surfacing, and the inspection after welding Weld forming.
[0026] The welding specification parameters are as follows:
[0027] The welding speed is 0.8m / min, the wire feeding speed is 6.6m / min, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More