

Process for manufacturing hard alloy coating
A cemented carbide, manufacturing process technology, applied in the direction of metal material coating process, coating, molten spraying, etc., can solve the problems of over-burning or heating, poor wear resistance, low coating hardness, etc., and achieve hard phase The effect of increasing the particle content, sufficient alloying reaction of the coating, and improving the corrosion resistance of the coating
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] The present invention will be described in further detail below in combination with specific embodiments.
[0013] The base body of the workpiece is: No. 25 seamless steel pipe for hot continuous rolling conveying roller table, the length of the roller body is 1230mm, and the diameter of the roller is ; The alloy material is nickel-based hard alloy Ni60A, and the heating power supply is 240kw, 4000Hz intermediate frequency induction power supply.
[0014] For this workpiece, the specific manufacturing process of cemented carbide coating is as follows:
[0015] 1. Surface roughening of workpiece substrate: roughen the surface of workpiece substrate by sandblasting or turning;
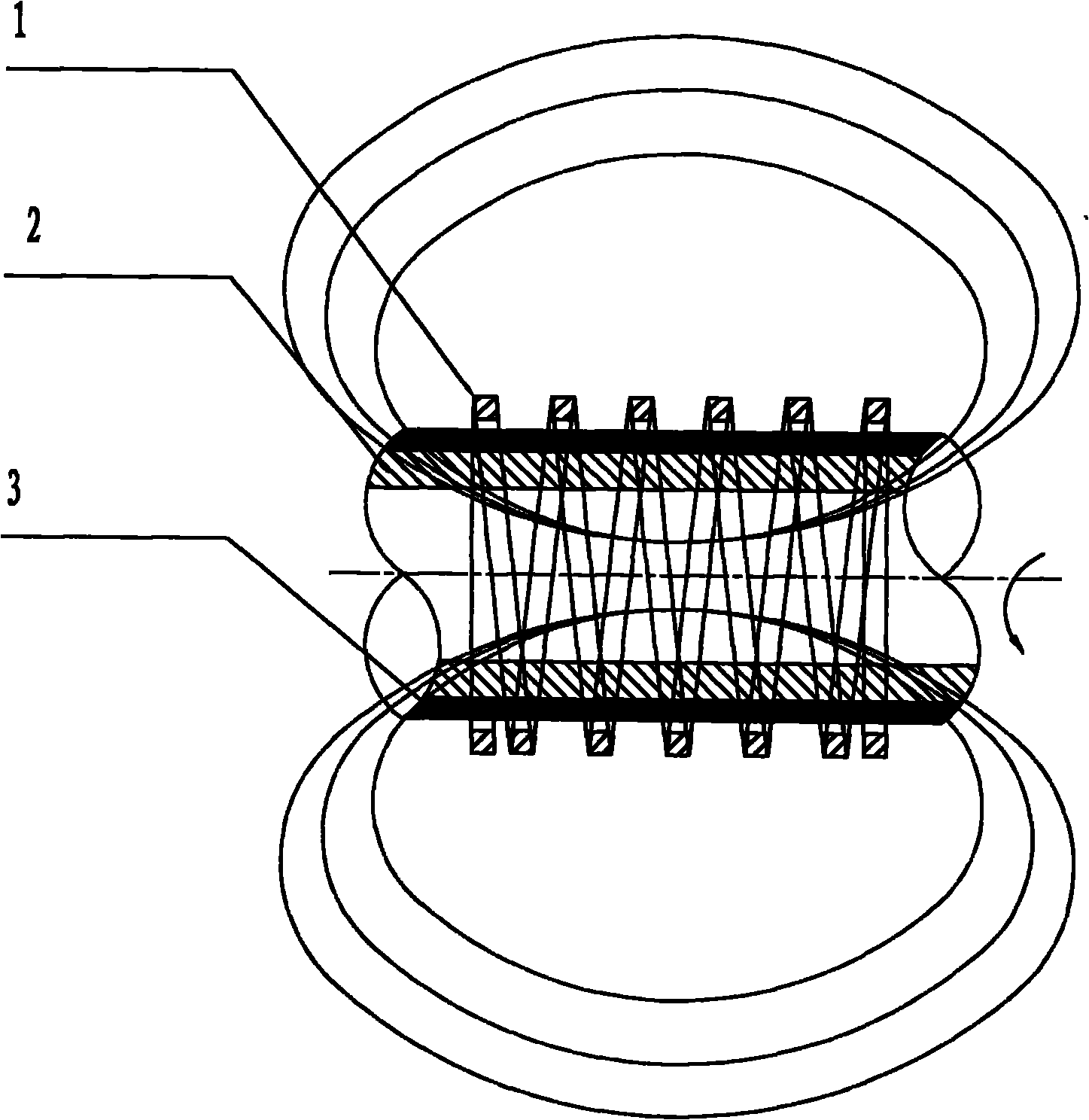
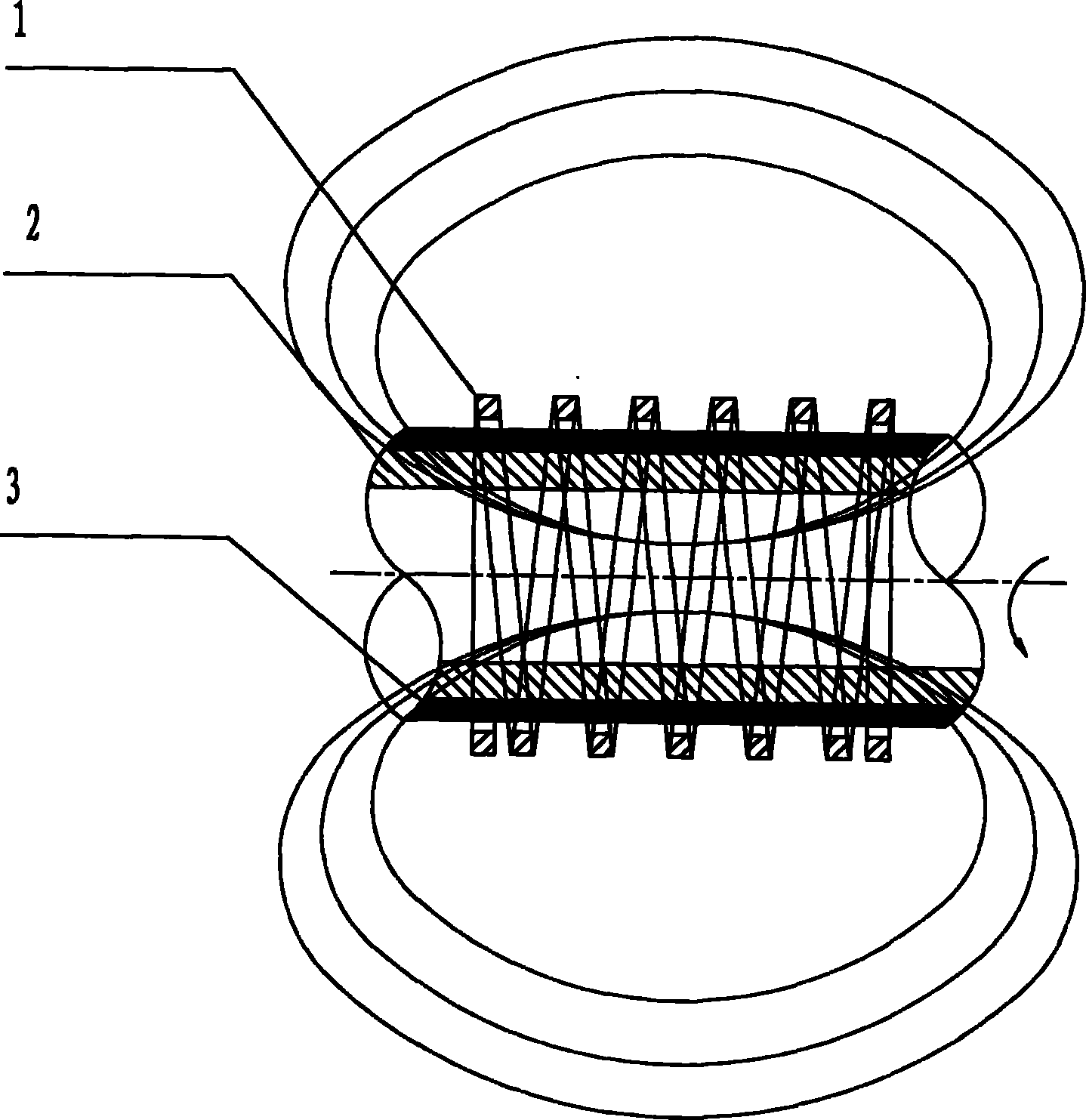
[0016] 2. Preheating of the workpiece substrate: electromagnetic induction heating of the workpiece substrate; power supply 100kw, power frequency 4000Hz, induction heater with 5 coils, heating the workpiece to 260°C for 10 minutes;
[0017] 3. Spray hard alloy coating: spray hard alloy coating...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More