

Full-position welding method for pipeline by full-automatic external welding machine
A welding method and fully automatic technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of incompatibility of root welding speed and cover welding speed, difficulty in on-site maintenance, high automatic welding efficiency, and reduce welding speed. Seam metal filling amount to ensure effective protection and improve efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention is not limited by the following examples, and the specific implementation manner can be determined according to the above-mentioned technical solutions and actual conditions of the present invention.
[0020] Below in conjunction with preferred embodiment the present invention is further discussed:
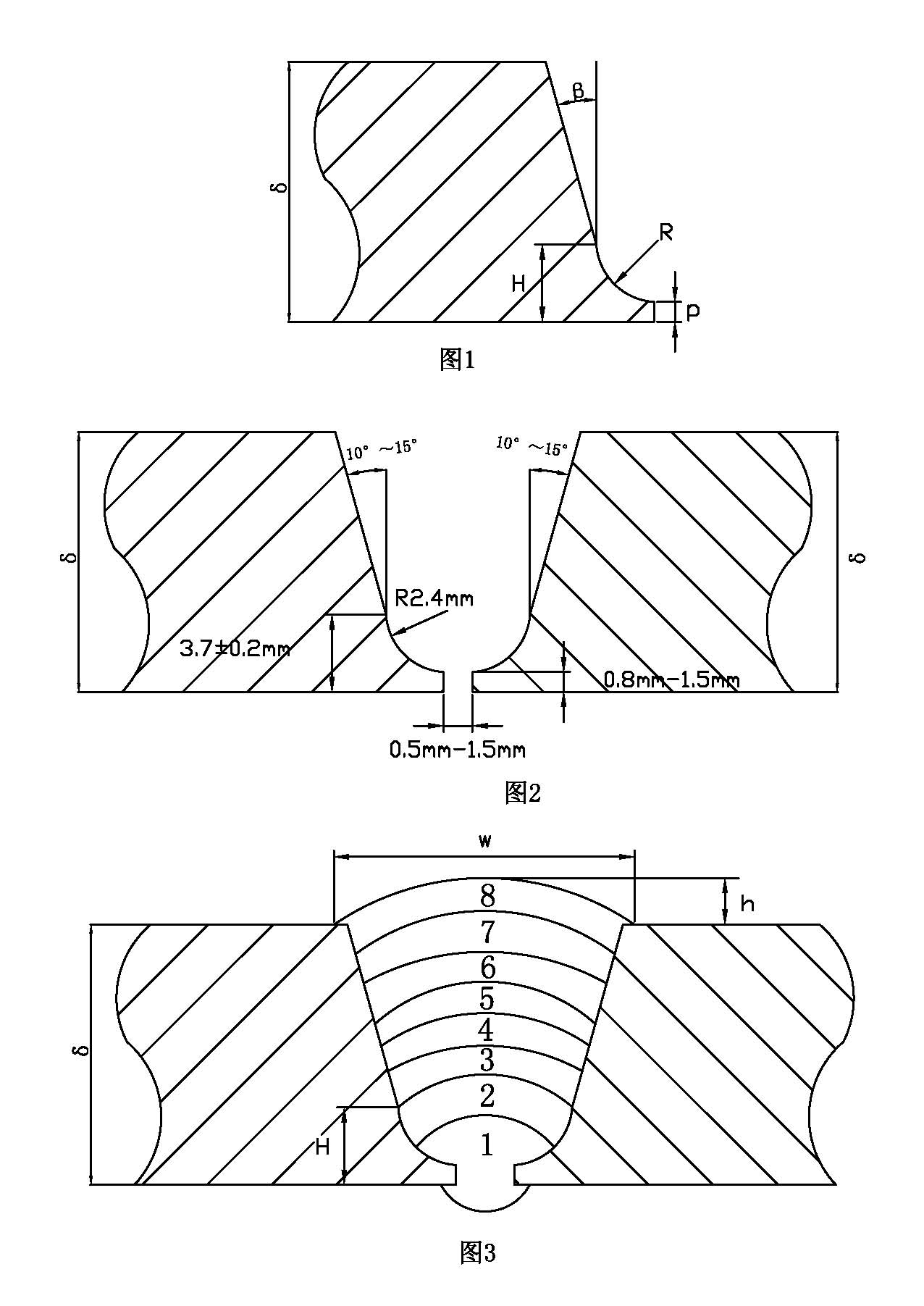
[0021] 1. Processing groove. The material of the steel pipe is X80 steel, the pipe diameter is ¢1219×18.4mm, the shape of the groove is U-shaped groove with blunt edge, and the groove machine is used for processing, such as figure 1 As shown, the upper groove angle β is 10°~15°, the height H between the inflection point of the variable groove and the inner wall is 3.7±0.2mm, the arc radius R is 2.4mm, and the blunt edge p is 0.8mm~1.5mm. All pipe end bevels must be processed by mechanical methods, and the processed bevel end faces must be flat, uniform and smooth.
[0022] During the welding process, although the torch swing frequency and le...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More