

Thick metal plate back gouging-free welding groove technology and machining process
A welding groove and root-free technology, applied in metal processing equipment, welding equipment, manufacturing tools, etc., can solve the problems of increasing the manufacturing period, increasing the welding cost, affecting the quality and performance of the weld, reducing preheating, shortening the Manufacturing cycle time, effect of good fusion quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
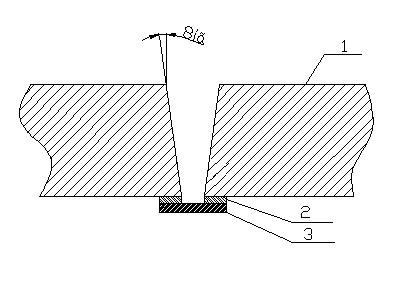
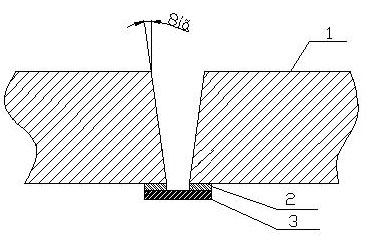
[0033] like figure 1 The example of ordinary submerged arc welding is shown. Before rolling on both sides of the air bag plate, a V-shaped groove of 8 degrees on one side is processed on the groove machine, and a bottom gap of 20-24mm is formed after rolling. , a V-groove with an opening angle of 16 degrees. Then use manual arc welding to fix the first layer of liner (the same material as the base metal) on both sides of the groove. Small standard welding parameters should be used during manual arc welding to prevent undercut defects on both sides of the base metal. After the first layer of liner is fixed, weld and fix the second layer of liner (material of ordinary carbon steel 20#) on the first layer of liner. After the double-layer liner is fixed, the entire weld can be welded according to the requirements of the welding procedure instruction. After the welding of the entire weld seam is completed, a part of the double liner can be cut off by flame cutting, and a residua...
Embodiment 2
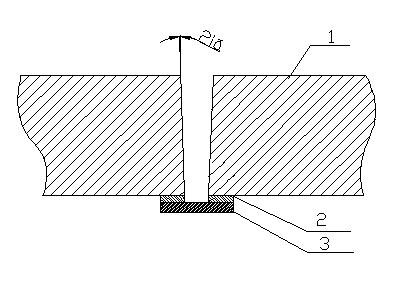
[0035] like figure 2 In the example shown when narrow gap submerged arc automatic welding is used, before rolling both sides of the air bag plate, a single side 2 degree, root gap is 18 ~ 20mm, and the opening angle is 4 degrees V on the beveling machine. type groove. The material of the first layer of gasket is the same as that of the parent material; the material of the second layer of gasket is ordinary carbon steel Q235A. All the other are with embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More