

Composite material core used for enhanced cable, preparation process thereof and enhanced cable
A composite core and preparation process technology, which is applied in cable/conductor manufacturing, insulated cables, cables, etc. The protective film is easy to be worn or damaged, so as to achieve the effect of designability, good applicability and increased flexibility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
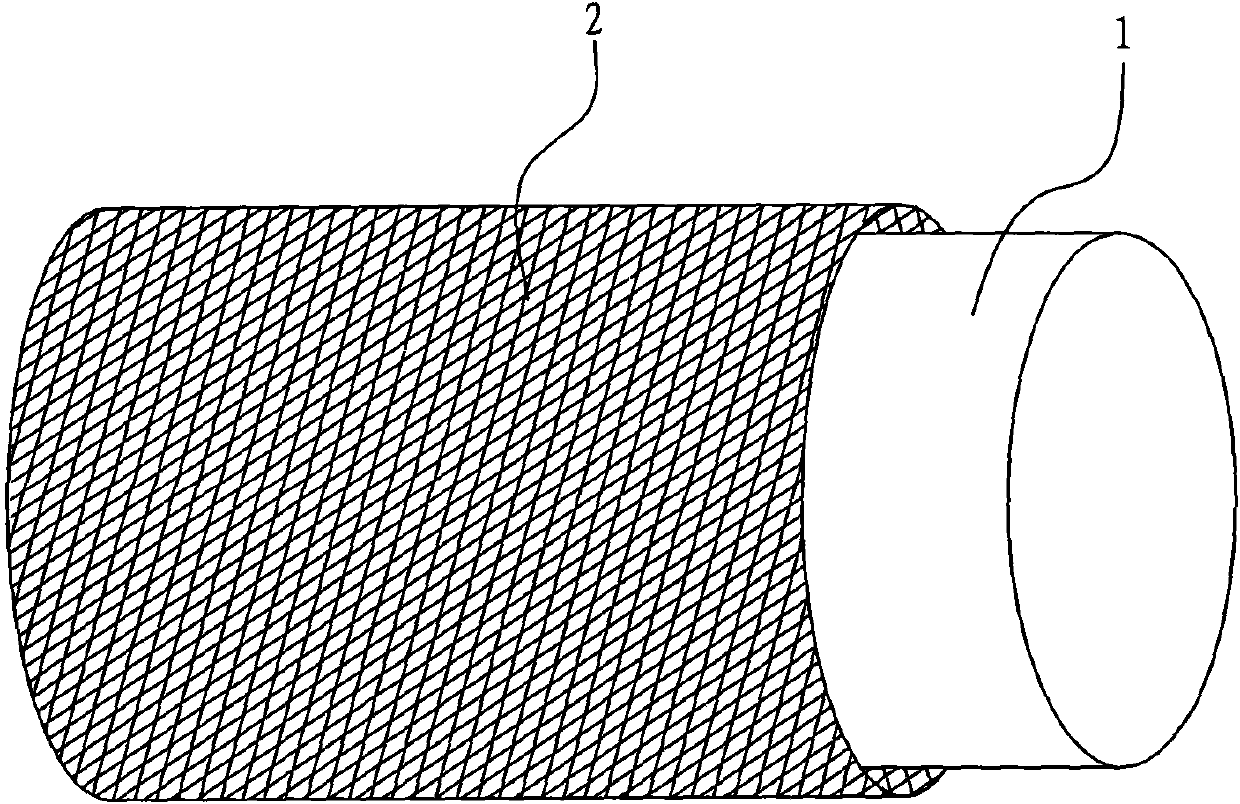
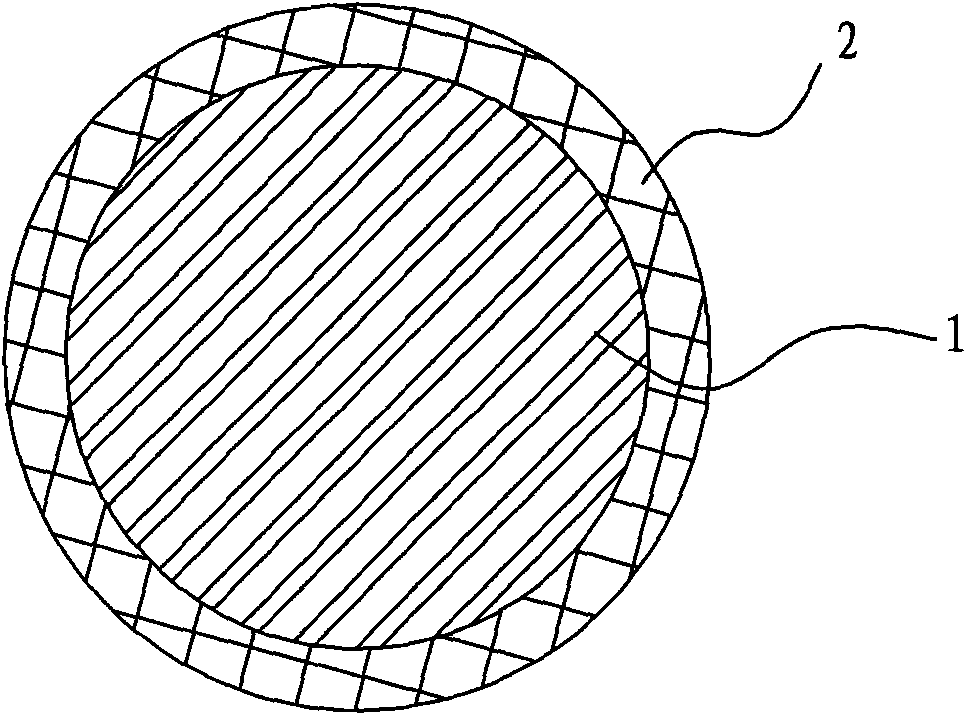
[0070] Embodiment 1: The cross-sectional area of the inner layer 1 is about 50 square millimeters, and the cross-sectional area of the outer layer 2 is about 20 square millimeters. The inner core 1 uses 60 12K carbon fibers with a fiber diameter of 7 microns; the outer layer 2 uses E glass fibers, braided with 16 bundles of glass fibers, and each bundle of glass fibers is 400Tex; a 16-spindle horizontal braiding machine is used; thermosetting resin Epoxy resin is selected, the glass transition temperature Tg is about 125°C, acid anhydride is used as curing agent, and imidazole is used as accelerator. Proportion of epoxy resin glue: epoxy resin: methyltetrahydrophthalic anhydride: 1-methylimidazole: zinc stearate = 100:80:2:2. The sum of the weight of the carbon fiber in the inner core 1 and the E-glass fiber in the outer layer 2 accounts for about 50% of the total weight of the composite core.
[0071] The specific production steps are as follows:
[0072] 60 rolls of ca...
Embodiment 2
[0074] Embodiment 2: The cross-sectional area of the inner layer 1 is about 29 square millimeters, and the cross-sectional area of the outer layer 2 is about 2.6 square millimeters. The inner core 1 uses 46 12K carbon fibers with a fiber diameter of 7 microns; the outer layer 2 uses E glass fibers, braided with 24 bundles of glass fibers, and each bundle of glass fibers is 120 two strands; a 24-spindle horizontal braiding machine is used 7 ; The thermosetting resin is epoxy resin, the glass transition temperature Tg is about 160 ℃, acid anhydride is used as curing agent, and imidazole is used as accelerator. Proportion of epoxy resin glue: epoxy resin: methyltetrahydrophthalic anhydride: 1-methylimidazole: zinc stearate = 100:80:1.5:2. The sum of the weight of the carbon fiber in the inner core 1 and the E-glass fiber in the outer layer 2 accounts for about 75% of the total weight of the composite core.
[0075] The specific production steps are as follows:
[0076] 46 r...
Embodiment 3
[0078] Embodiment 3: The cross-sectional area of the inner core 1 is about 74 square millimeters, and the cross-sectional area of the outer layer 2 is about 52 square millimeters. Inner core 1 uses 100 12K carbon fibers with a fiber diameter of 7 microns, and 50 800Tex basalt fibers with a fiber diameter of 9 microns. The inner core 1 uses carbon fibers and basalt fibers in a mixed arrangement; the outer layer 2 uses two horizontal braiding machines 7 weaving, the first weaving machine 7 is 24 spindles, the second weaving machine 7 is 16 spindles, the 24-spindle braiding machine 7 is woven with 24 bundles of E glass fibers, and each bundle of glass fibers is 400Tex; the 16-spindle braiding machine 7 It is braided with 16 bundles of aramid fibers, and each bundle of aramid fibers is made of Kevlar49; the thermosetting resin is made of epoxy resin, the glass transition temperature Tg is about 190°C, and acid anhydride is used as a curing agent, and imidazole is used as an acc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Cross-sectional area | aaaaa | aaaaa |
| Cross-sectional area | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More