

Manufacturing process of composite cylinder sleeve
A manufacturing process and composite cylinder technology, applied in the manufacturing process of composite cylinder liners for hydraulic transmission cylinders, in the field of hydraulic transmission cylinders, can solve the problems of low hardness, rough surface wear, poor wear resistance, etc., and achieve high cost performance and high interface bonding strength , the effect of ensuring the uniformity of performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] Prepare hot rolling mill pinch roll oil cylinder liner, its procedure is as follows:
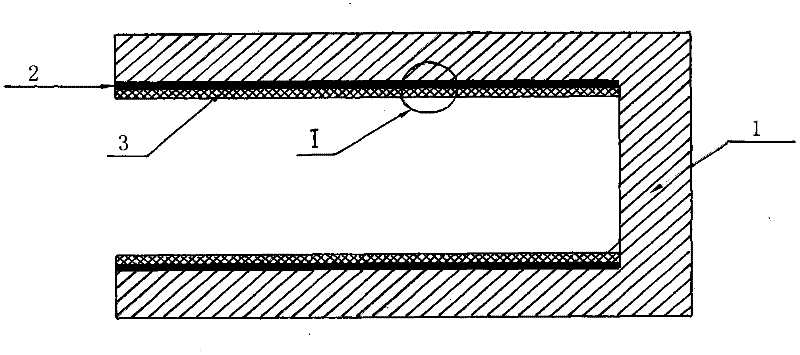
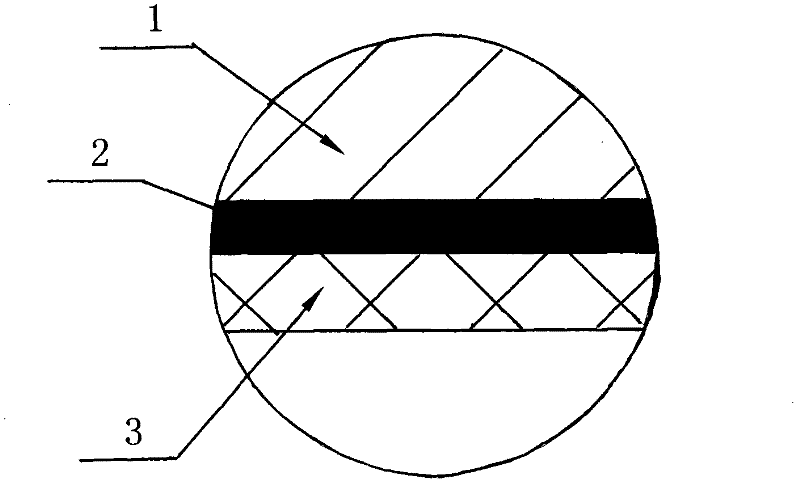
[0030] A. Medium carbon quenched and tempered steel hot rolling mill pinch roller cylinder liner blank 1 processed by conventional technology;
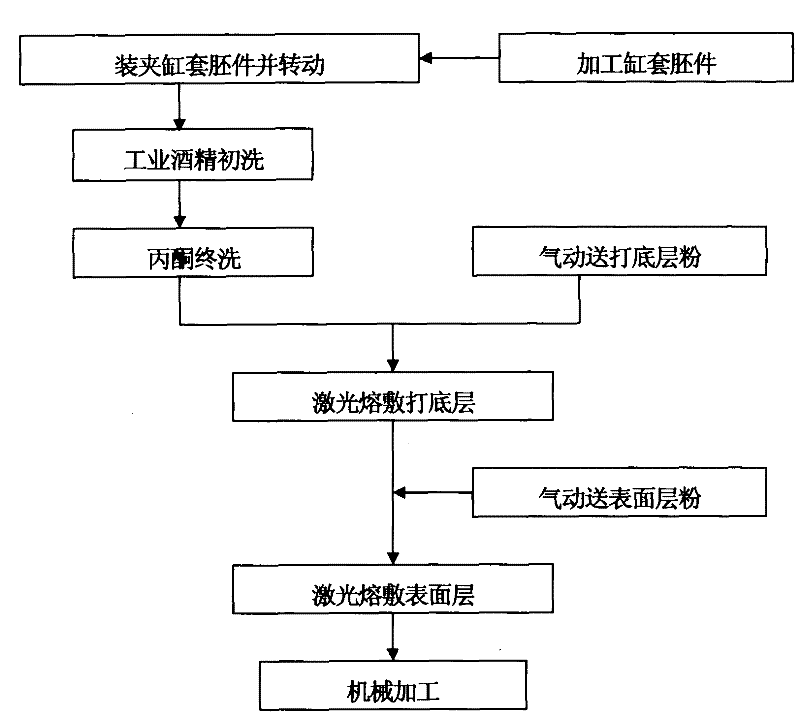
[0031] B. Install the jig on the cylinder liner blank 1, and turn the jig at a linear speed of 600mm / min;
[0032] C. Pour industrial alcohol on the working surface of the cylinder liner for preliminary cleaning, and then pour acetone for final cleaning;
[0033] D. Turn on the argon pneumatic powder feeding device to deliver 18-8 type austenitic stainless steel powder with a particle size of 100 mesh to the working surface of the cylinder liner;
[0034] E. Use a laser with a power of 3.5KW and a bandwidth of 3mm to irradiate the 18-8 type austenitic stainless steel powder to melt it, and deposit a layer 2 with a thickness of 2mm;
[0035] F. Argon gas pneumatically transports 1Cr13 martensitic stainless steel powder with a particle size o...
Embodiment 2
[0039] Prepare pinch roll cylinder liners for hot rolling mills.
[0040] The preparation is basically the same as in Example 1, except that the cylinder liner blank is made of alloy steel; the particle size of the 18-8 type austenitic stainless steel powder used in the process D is 200 mesh, and the thickness of the bottom layer is 200 mesh. The particle size of the 1Cr13 type martensitic stainless steel powder used in the operation F is 200 mesh, and the thickness of the surface layer is 4mm; other conditions are the same as in Example 1.
Embodiment 3
[0042] Prepare pinch roll cylinder liners for hot rolling mills.
[0043] The preparation is basically the same as in Example 1, except that the cylinder liner blank is made of alloy steel; the particle size of the 18-8 type austenitic stainless steel powder used in the process D is 300 mesh, and the thickness of the bottom layer is 300 mesh. 3mm; the particle size of the 1Cr13 type martensitic stainless steel powder used in the operation F is 300 mesh, and the thickness of the surface layer is 2mm; other conditions are the same as in Example 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More