

Steam type highlight and traceless injection-molding and forming process for complex precise product
An injection molding process, high-gloss and non-marking technology, applied in coating and other directions, can solve the problems of affecting product surface quality, difficult to obtain quality effect, low molding yield rate, etc., to save energy and materials, seam lines and layering The effect of reducing phenomena and improving yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
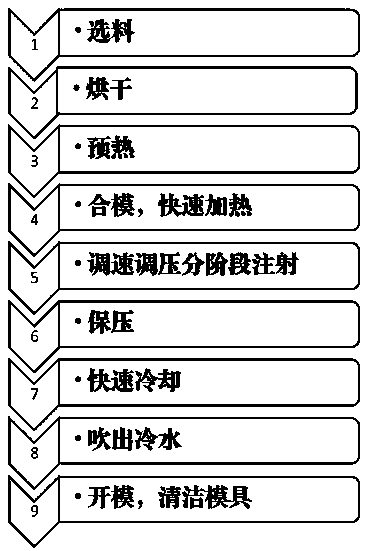
[0032] 1) Select PMMA material as injection material;
[0033] 2) Place the injection material in a vacuum drying oven at 90°C for 2 hours to make the humidity less than 0.04%;
[0034] 3) Before starting injection, fix the mold to the injection molding machine, and preheat the mold before closing the mold, the preheating temperature is 80℃;
[0035] 4) When closing the mold, pass the high temperature steam with a temperature of 160°C and a pressure of 0.2MPa through the optimized irregular water channel to instantly heat the mold to 110°C;
[0036] 5) After the mold clamping is completed, the injection machine injects the mold. During injection, the injection pressure is divided into three injection pressure controls, that is, 75% of the maximum injection pressure, maximum injection pressure and 50% of the maximum injection pressure. The injection stroke of the screw is divided into 3 stages. When the plastic first passes through the gate, the injection speed is 80% of the highest in...
Embodiment 2
[0040] 1) Choose PC / ABS material as injection material;
[0041] 2) Place the injection material in a vacuum drying oven at 110°C for 4 hours to make the humidity less than 0.04%;
[0042] 3) Before starting injection, fix the mold in the injection molding machine, and preheat the mold before closing the mold, the preheating temperature is 90℃;
[0043] 4) When closing the mold, pass high-temperature steam with a temperature of 170°C and a pressure of 0.3MPa through the optimized irregular water channel to instantly heat the mold to 120°C;
[0044] 5) After the mold clamping is completed, the injection machine injects the mold. During injection, the injection pressure is divided into three injection pressure controls, that is, 85% of the maximum injection pressure, maximum injection pressure and 60% of the maximum injection pressure. The injection stroke of the screw is divided into 3 stages. When the plastic first passes through the gate, the injection speed is 90% of the highest inj...
Embodiment 3
[0048] 1) Choose high-gloss ABS material as injection material;
[0049] 2) Place the injection material in a vacuum drying oven at 100°C for 3 hours to make the humidity less than 0.04%;
[0050] 3) Before starting injection, fix the mold to the injection molding machine, and preheat the mold before closing the mold, the preheating temperature is 85℃;
[0051] 4) When closing the mold, pass high-temperature steam with a temperature of 150°C and a pressure of 0.25MPa through the optimized irregular water channel to instantly heat the mold to 115°C;
[0052] 5) After the mold clamping is completed, the injection machine injects the mold. During injection, the injection pressure is divided into three injection pressure controls, that is, 80% of the maximum injection pressure, maximum injection pressure and 55% of the maximum injection pressure. The injection stroke of the screw is divided into three stages. When the plastic first passes through the gate, the injection speed is 85% of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More