

Production method of steel for 82 B steel stranded wires
A production method and steel strand technology, applied in the manufacture of converters, etc., can solve problems such as complex production process, increased difficulty of production organization and production cost, subcutaneous quality and central segregation of slab, poor porosity and shrinkage cavity, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
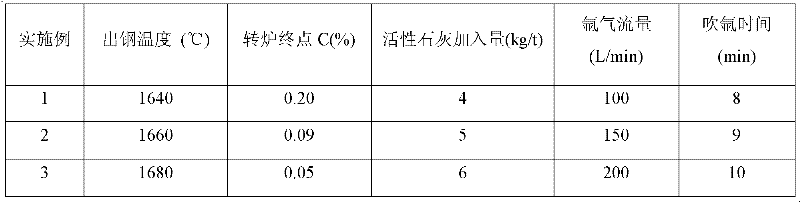
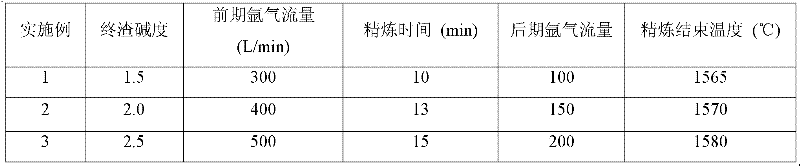
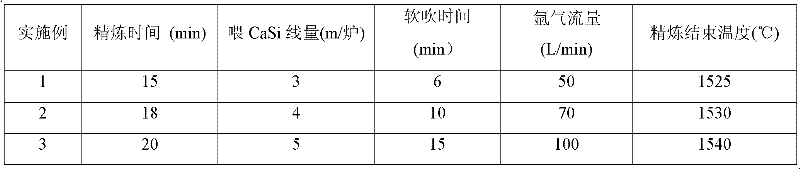
[0020] The invention adopts the process route of "converter primary refining-LF refining-RH refining-bloom continuous casting" to produce clean steel strand steel 82B steel, wherein, in the bloom continuous casting process, the end of the solidified end adopts dynamic light pressing. The soft reduction technology is a technology that slightly compresses the slab at a certain stage of the continuous casting process; the dynamic soft reduction technology (DSR) is to dynamically track the slab according to the solidification of the slab during the continuous casting production process. The solidification range specified on the billet, and the soft reduction parameter command is issued in real time. DSR can adjust the soft reduction parameters in time according to the liquid core position of the slab during the continuous casting transition process, so as to better achieve the effect of soft reduction.
[0021] Among them, in the above-mentioned bloom continuous casting process, t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More