

Method for controlling structural homogeneity of high-carbon steel coil rod for deep drawing of steel wire
A high-carbon steel and steel wire technology, applied in the field of steel rolling, can solve the problems of reducing the temperature rise of deformation during the finishing rolling process, large equipment investment, complex equipment, etc., and achieves the effect of strong guidance and comprehensive system.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0031] The present invention is applied in the production of ¢5.5mm LX82A wire rod in Shougang, and its technological characteristics are as follows:
[0032] 1) The finishing rolling process adopts ten-stand continuous rolling, the finishing rolling temperature is 910°C, and the finishing rolling temperature rise is controlled at 100°C.
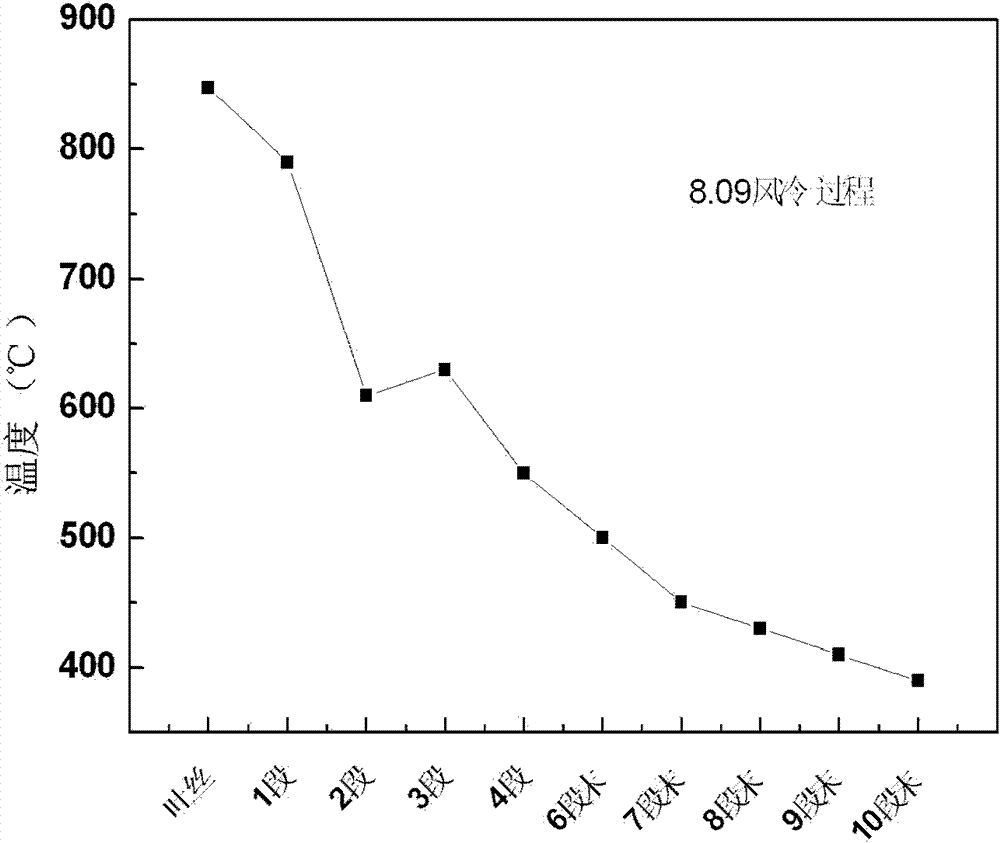
[0033] 2) After finishing rolling, 5 water-cooled boxes are used for cooling. The temperature drop of each water-cooled box in 1#, 2#, and 3# water-cooled box is 40°C, the temperature of 4#, 5# water-cooled box is dropped by 10°C, and the spinning temperature is controlled at 880°C ℃.
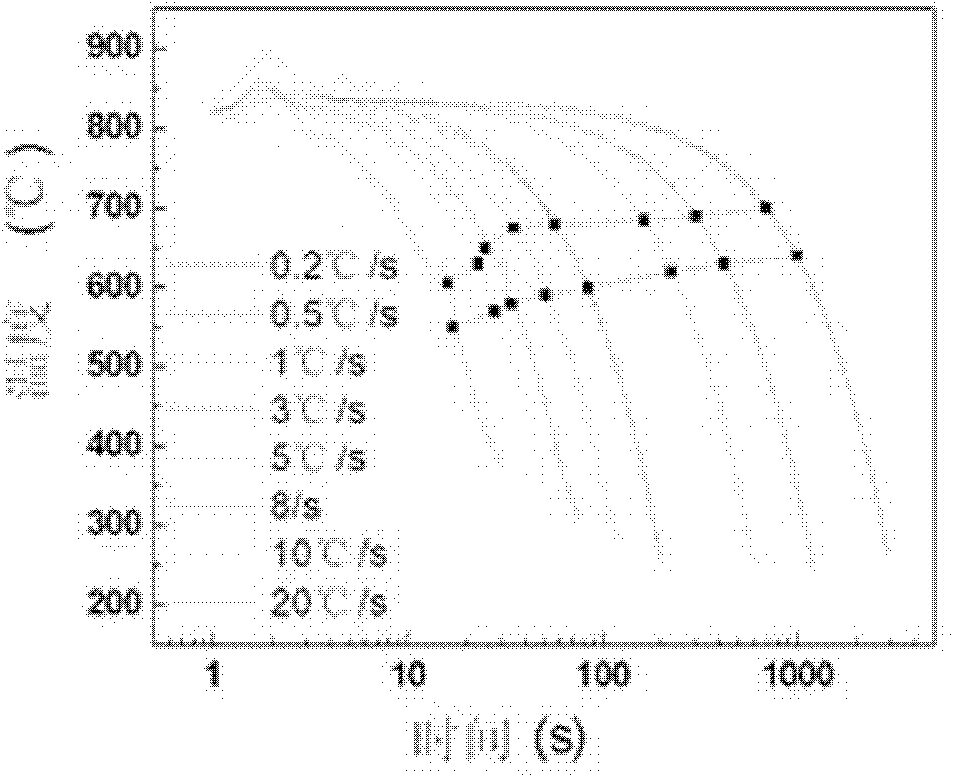
[0034] 3) The cooling rate control range before the phase transformation of the wire rod is 18°C / s, and the phase transformation start temperature is 600°C / s.
[0035] The strength of the cord 82A produced by this process is 1100-1160Mpa, and the area reduction rate reaches about 40%. The grain size of the Sorxite group in the core is controlled within the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More