

Method for preparing copper cladding steel wire rod by utilizing casting post-heating rotary swaging technology
A technology of copper cladding and steel wire, which is applied in the direction of cable/conductor manufacturing, electrical components, circuits, etc., can solve the problems of poor comprehensive performance, high production cost, complicated process, etc., achieve large processing deformation, reduce production cost, The effect of simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] Prepare a copper-clad steel wire with a steel core diameter of 2 mm, a wire outer diameter of 4 mm, and an unlimited length.
[0034] Step 1. Prepare the raw material, and cut the pre-prepared steel wire with a diameter of 2 mm according to the specification of the indicated wire. The steel wire is soaked in 70% phosphoric acid solution for 6 minutes, and after the surface impurities are removed, it is polished smooth with 280, 320, and 400 gauze successively, rinsed with absolute ethanol, and dried with a dryer at a temperature lower than 80°C to obtain Ready-to-use steel core material.
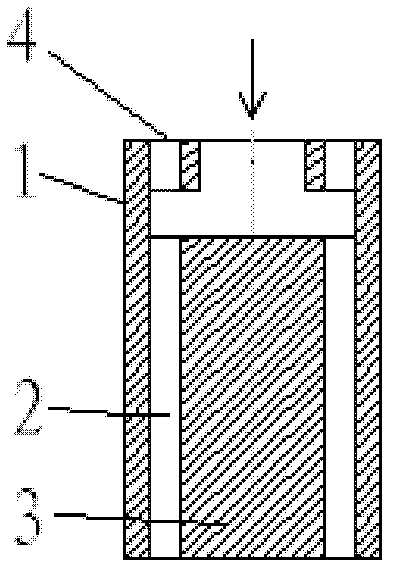
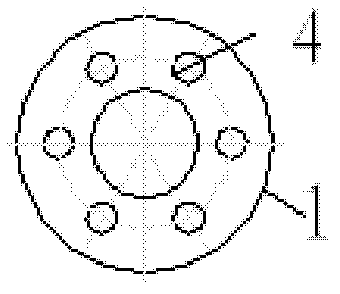
[0035] Step 2. Melting and casting copper-clad steel, put the steel core processed in step 1 into a graphite mold with a through hole diameter of 6mm, heat it to 1100°C in a high-temperature furnace with a nitrogen protective atmosphere, and keep it warm for 30 minutes, and pour the molten copper (T2) was injected into the through hole 2 of the graphite mold 1, and was taken out afte...
Embodiment 2
[0039] Prepare a copper-clad steel wire with a steel core diameter of 3.4 mm, a wire outer diameter of 5 mm, and an unlimited length.
[0040] Step 1. Prepare raw materials, cut steel wires with a diameter of 3.4 mm according to the specifications of the wires indicated, soak the steel wires with 65% phosphoric acid solution for 10 minutes, and polish them with 280, 320, and 400 gauze in turn after the surface impurities are removed. Then rinse with absolute ethanol and dry with a dryer at a temperature lower than 80°C to obtain a steel core for use.
[0041] Step 2. Melt and cast copper-clad steel, put the steel core processed in step 1 into the through hole of the graphite mold with a through hole diameter of 9 mm, heat it to 1150 ° C in a high temperature furnace with a nitrogen protective atmosphere, keep it for 20 minutes, and melt the The copper liquid (T2) injected in the through hole 2 of the graphite mold 1 is taken out after cooling with the furnace to obtain a blank...
Embodiment 3
[0046] Prepare a copper-clad steel wire with a steel core diameter of 4 mm, a wire outer diameter of 6 mm, and an unlimited length.
[0047] Step 1. Prepare the raw material, and cut the pre-prepared steel wire with a diameter of 4 mm according to the specification of the indicated wire. Soak the steel wire in 68% phosphoric acid solution for 8 minutes. After the surface impurities are removed, polish it with 280, 320, and 400 gauze in turn, then rinse it with absolute ethanol and dry it with a dryer at a temperature lower than 80°C. Have to use the steel core.
[0048] Step 2. Melt and cast copper-clad steel. Put the steel core processed in step 1 into a graphite mold with a through-hole diameter of 10 mm. Heat it to 1050°C in a nitrogen or argon protective atmosphere high-temperature furnace, keep it warm for 30 minutes, and melt the The copper liquid (T2) injected in the through hole 2 of the graphite mold 1 is taken out after cooling with the furnace to obtain a blank of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More