

Manufacturing method of I-shaped wood laminated veneer lumber (LVL)
A technology of laminated veneer lumber and a manufacturing method, which is applied to the joining of wooden veneers, manufacturing tools, wood processing utensils, etc., to achieve the effects of small hot pressing pressure, shortening hot pressing time and improving strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
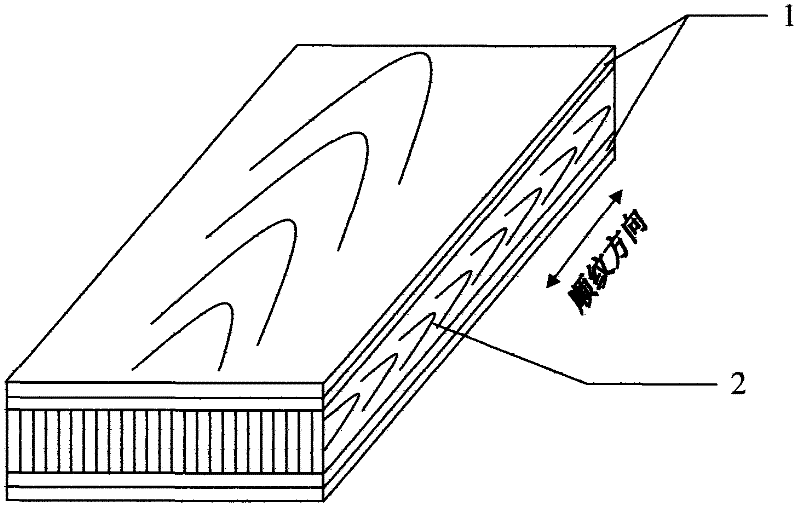
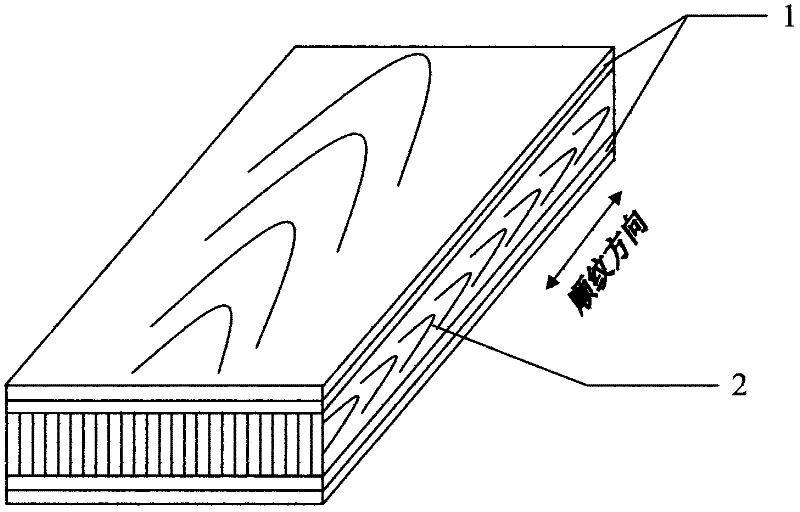
[0016] The moisture content of the fast-growing poplar veneer is adjusted to 5% after drying. Apply phenolic resin glue on the surface of the veneer, and the amount of glue on one side is 150g / m 2 . The glued veneers are laminated parallel to the direction of the grain to form a blank, and the core strip slab is obtained after cold pressing. The cold pressing pressure is controlled at 1.0 MPa and the time is 10 minutes. Then, the slab was sawed into core strips with a width of 10 mm. The surface is made of a whole veneer with a thickness of 3mm, coated with phenolic resin glue, and the amount of glue applied is 150g / m 2 . Then the billet is assembled, and the upper and lower surfaces are respectively laminated with 2 layers of 3mm thick veneers parallel to the direction of the grain, and the core strips are vertically laminated along the direction of the grain. Put the assembled slabs into a hot press machine for hot pressing. The hot pressing temperature is 150° C., the h...
Embodiment 2
[0018] The moisture content of the fast-growing poplar veneer is adjusted to 10% after drying. Apply phenolic resin glue on the surface of the veneer, and the amount of glue on one side is 190g / m 2 . The glued veneers are stacked parallel to the direction of the grain to form a blank, and the core strip slab is obtained after cold pressing. The cold pressing pressure is controlled at 1.1 MPa and the time is 20 minutes. Then, the slab was sawed into core strips with a width of 20 mm. The surface is made of a whole veneer with a thickness of 4mm, coated with phenolic resin glue, and the amount of glue applied is 190g / m 2 . Then the billet is assembled, and the upper and lower surfaces are respectively laminated with 2 layers of 4mm thick veneers in parallel with the direction of the grain, and the core strips are vertically laminated with the direction of the grain. Put the assembled slabs into a hot-pressing machine for hot-pressing. The hot-pressing temperature is 160° C.,...
Embodiment 3
[0020] The moisture content of the fast-growing poplar veneer is adjusted to 15% after drying. Apply phenolic resin glue on the surface of the veneer, and the amount of glue on one side is 230g / m 2 . The glued veneers are stacked parallel to the direction of the grain to form a blank, and the core strip slab is obtained after cold pressing. The cold pressing pressure is controlled at 1.2 MPa and the time is 30 minutes. The slab was then sawn into core strips with a width of 45 mm. The surface is made of a whole veneer with a thickness of 5mm, coated with phenolic resin glue, and the amount of glue applied is 230g / m 2 . Then the billet is assembled, and the upper and lower surfaces are respectively laminated with 2 layers of 5mm thick veneers in parallel with the direction of the grain, and the core strips are vertically laminated with the direction of the grain. Put the assembled slabs into a hot press machine for hot pressing. The hot pressing temperature is 180° C., the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More