

Method for producing super-thick steel plate
A production method and technology for extra-thick steel plates, which are applied in the field of iron and steel smelting, can solve problems such as difficulty in meeting, low strength, low strength that cannot meet standard requirements, etc., and achieve the effects of easy process realization, production cost reduction, and simple process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
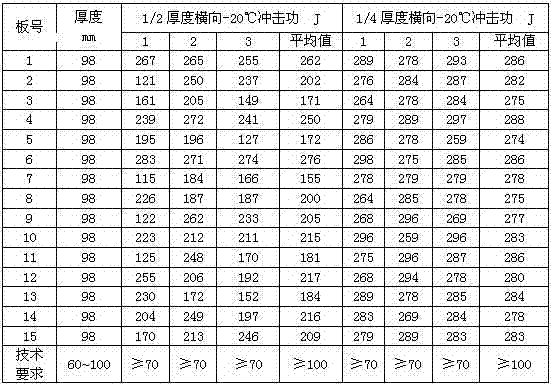
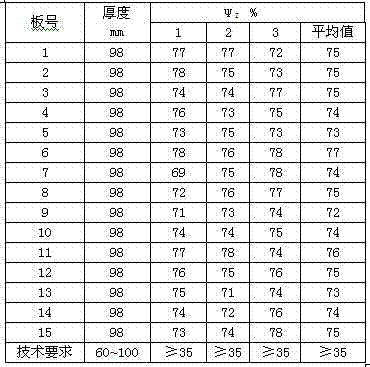
[0031] Example 1: Refining extra-thick steel plates with a plate thickness of 98 mm.
[0032] The composition content mass percentage of steel is shown in Table 1.
[0033] Table 1 Mass percentage of 98mm extra-thick steel plate
[0034]
[0035] The production process steps and parameters of steel are:
[0036] (1) Converter steelmaking: The loading capacity of the converter is 130t, the tapping carbon is 0.085%, the tapping temperature is 1650°C, the alloy starts to be added when the tapping reaches about 1 / 3, and the addition is completed when the tapping reaches about 2 / 3, and the tapping process Add 530kg top slag material into the ladle, feed Al wire 350m behind the furnace, Al0.040% in molten steel, and blow argon throughout.
[0037] (2) Out-of-furnace refining: the molten steel is energized in the LF furnace for 20 minutes, the total argon blowing time is 45 minutes, the white slag retention time is 11 minutes, the LF furnace is fed with a Si-Ca line of 550 m, t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More