Precise forging method for automobile driven spiral bevel gear
A spiral bevel gear and precision forging technology, which is applied in the direction of wheels, manufacturing tools, vehicle parts, etc., can solve the problems of decreased metal streamline strength of teeth, unbalanced mold force, high production cost, etc., and achieve saving mold materials , save raw materials, improve the effect of mold life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
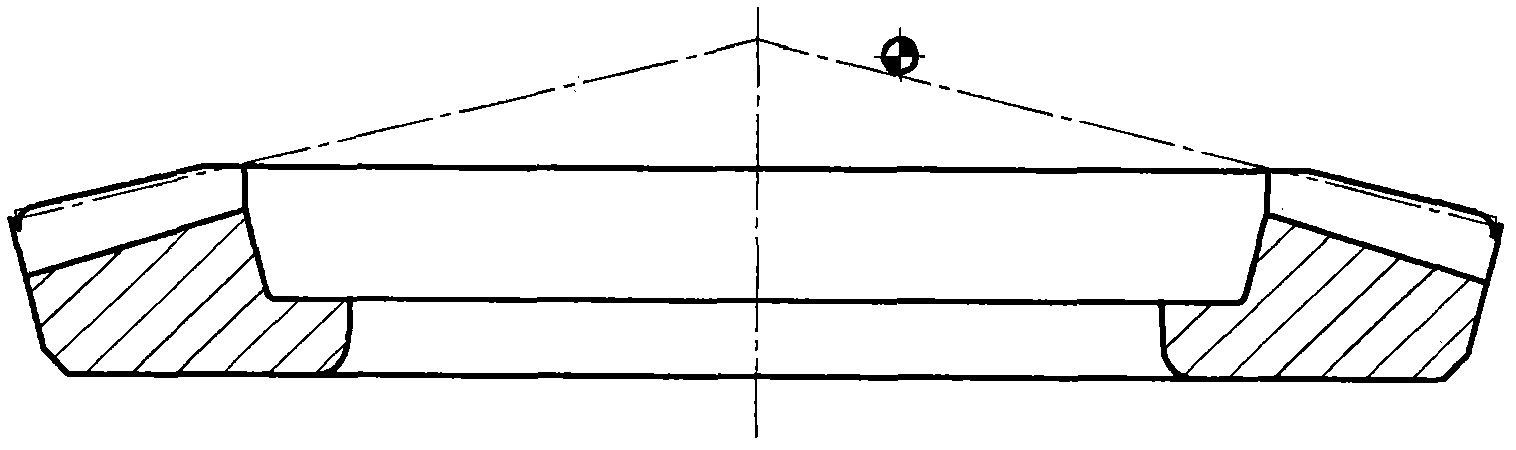
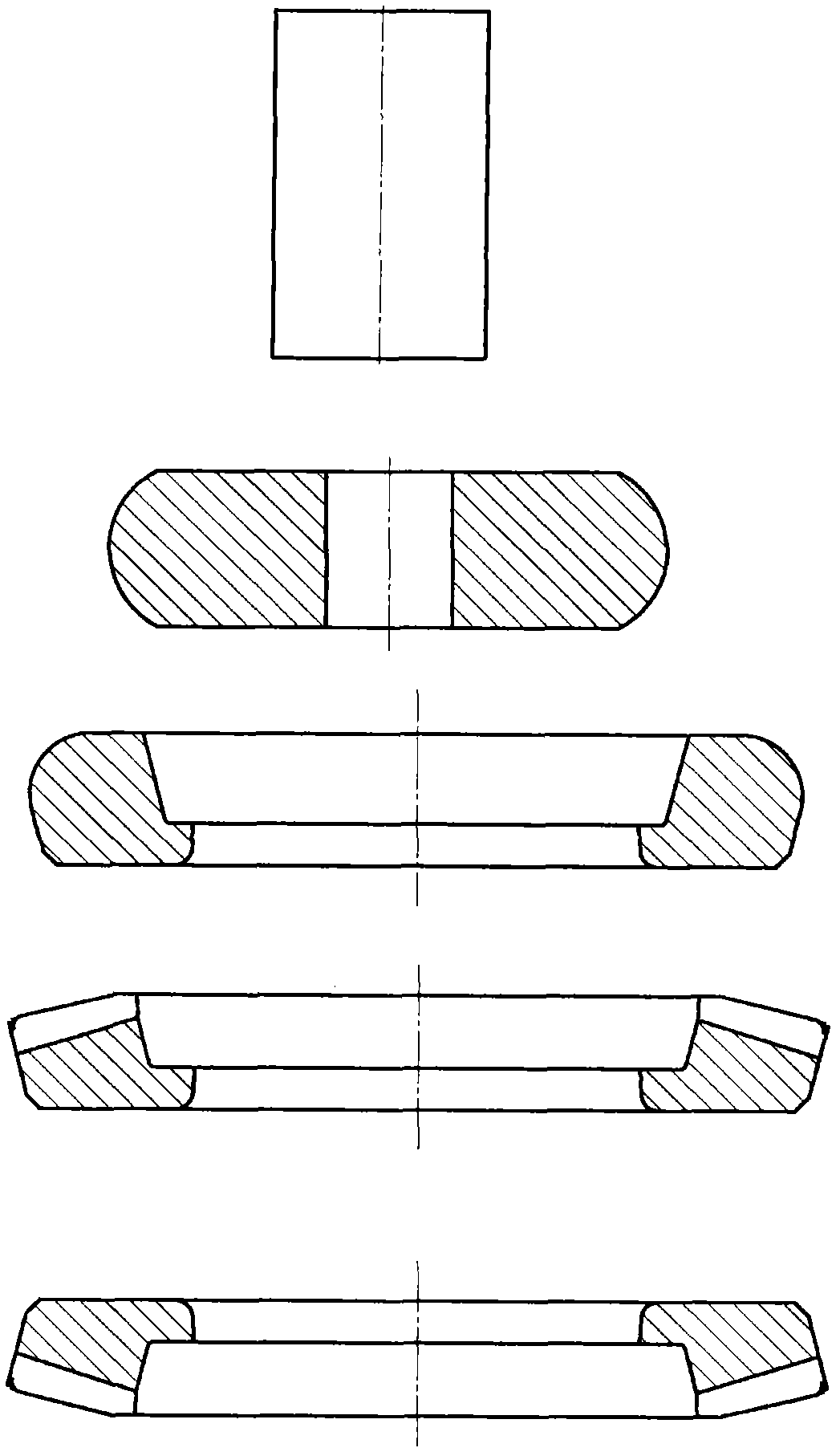
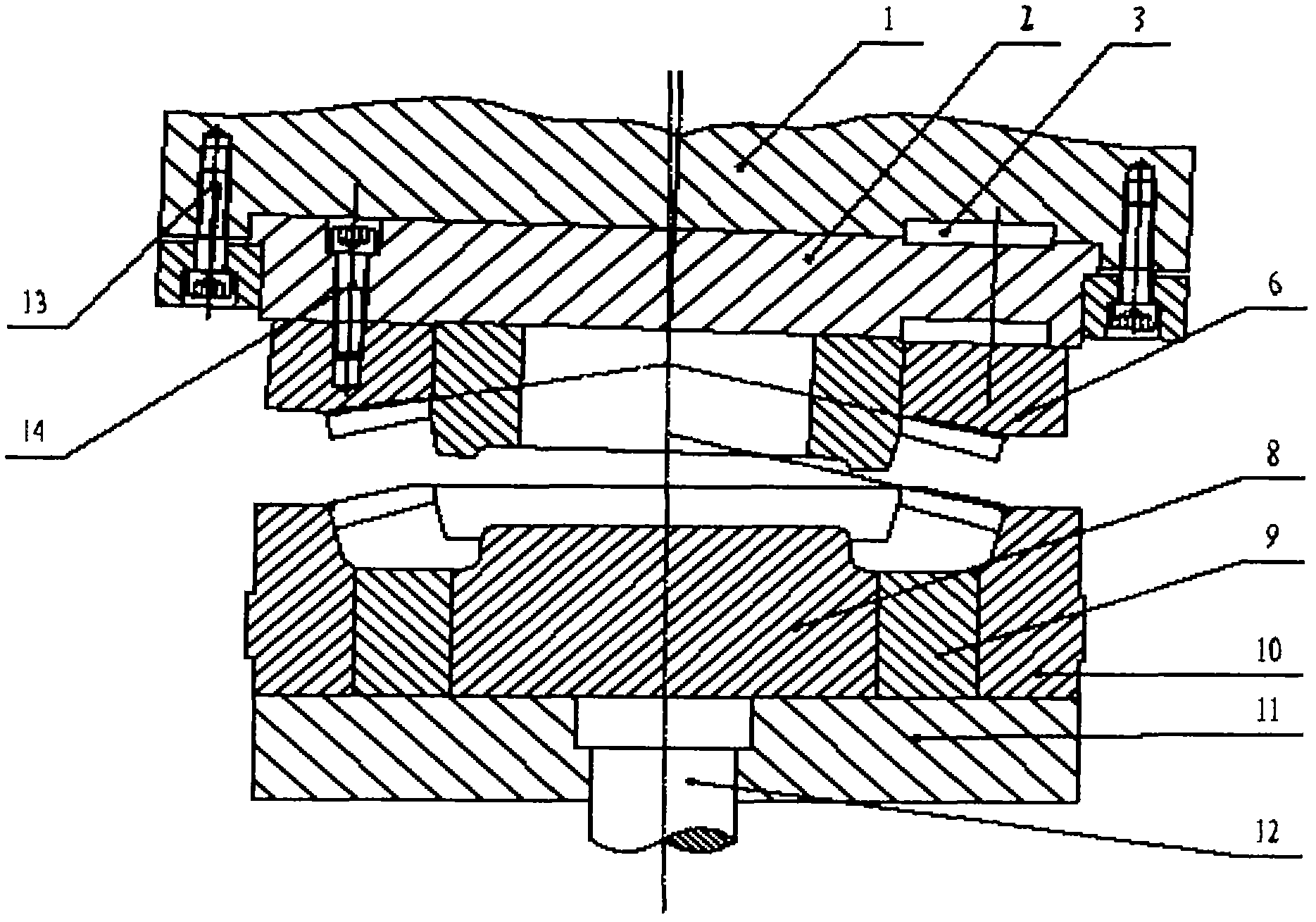
[0022] A precision forging method for a passive spiral bevel gear of an automobile. The forging method completes the precision forging of a cylindrical bar blank heated to the forging temperature through processes such as upsetting, punching, hole reaming, ring rolling, swing rolling forming, and shape correction. Forming, the formed forging tooth part is finished by finishing the production process; in the process of patent implementation, during the forging process, the heating temperature of the cylindrical bar blank is 1120-1200 ° C, and the preheating temperature of the rotary rolling mold is 250 ° C-360 ° C; The height, inner and outer diameters and other geometric dimensions of the forging blank obtained by ring reaming and ring rolling correspond to specific parameter values for specific products, and the parameters of the geometric dimensions such as height, inner and outer diameter of the ring reaming and ring rolling blank are controlled to make the metal flow in th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com