

Overlay welding process for deep holes on valve body sealing surface
A technology of sealing surface and valve body, which is applied in the field of deep hole surfacing welding technology of valve body sealing surface, can solve the problems of deterioration of tissue performance around the sealing surface, unguaranteed execution process, unstable welding quality, etc., so as to ensure the sealing performance, Improve welding conditions and save welding rods
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
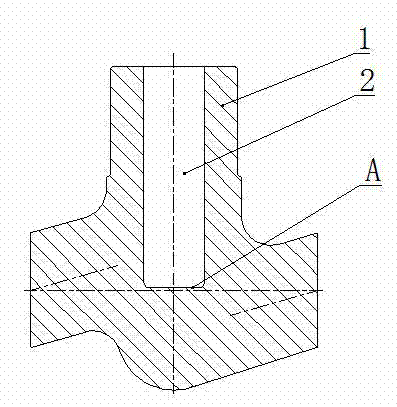
[0017] The specific steps are: First drill the center hole of the valve body :Such as figure 2 As shown, drill a valve body middle hole 2 extending from the valve stem hole position of the valve body to the valve body sealing surface A on the valve body blank 1, the valve body middle hole 2 is a blind hole, and the valve body middle hole 2 The aperture size requires a certain margin for subsequent machining.
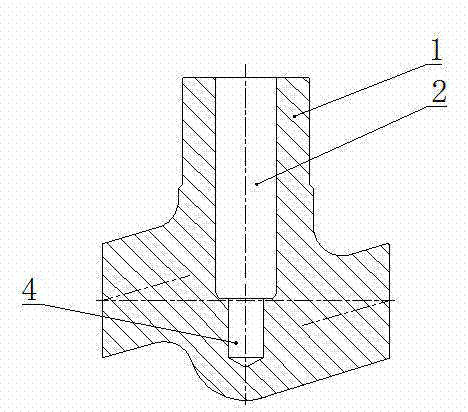
[0018] Then drill the craft hole :Such as image 3 As shown, a process hole 4 with a concentric diameter smaller than the valve body center hole 2 is drilled at the sealing surface A at the bottom of the valve body middle hole 2 of the valve body blank 1. The diameter of the process hole 4 ensures that the welding area reaches the sealing surface surfacing The processing width and the requirement to leave a certain margin for subsequent machining.
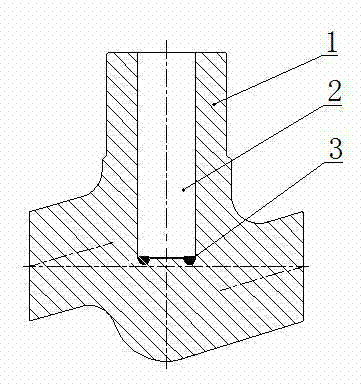
[0019] Set up smoke exhaust structure :Such as Figure 4 As shown, a smoke exhaust hole 5 communicating with the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More