

Device and process for manufacturing large-scale complex thin-wall aluminum alloy casting through vacuum pressurization casting
A technology of vacuum pressurization and casting work, which is applied in the field of installation of large and complex thin-walled aluminum alloy castings
Inactive Publication Date: 2012-07-18
NO 59 RES INST OF CHINA ORDNANCE IND
View PDF4 Cites 19 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0005]This type of casting has large outline size (maximum about 1.5m), thin wall (thinnest about 2.5mm), complex inner cavity structure, and many hot spots. Due to the characteristics of forming, the difficulty of casting is much higher than that of ordinary castings, and many defects such as pores, many inclusions, insufficient pouring of thin-walled parts, and serious looseness of thick hot joints are often difficult to solve
On the contrary, due to the limitation of the application field, the internal quality requirements for this type of casting are usually quite high, most of which belong to type I castings, with high dimensional accuracy, and the vacuum degree and porosity level of the main parts are limited to above level II
The traditional casting process has been proved to be difficult to meet the above requirements, but the vacuum filling and pressurized solidification casting process using gypsum and other refractory materials as the mold can greatly eliminate the defects caused by traditional casting and successfully cast various high-quality products. Large complex thin-walled castings with great industrial potential
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0037] Embodiment, this embodiment takes a large complex aluminum alloy shell casting as the application object, the specific outline dimensions: height 1246mm, small end circle Φ300mm, large end rectangular 500mm×455mm, main body wall thickness 2.9mm, inner cavity with multiple bosses, Rib, clapboard, material: ZL114A.
[0038] See the content of the invention for the operation steps, and the main process parameters are as follows: molten aluminum smelting temperature 770~780°C; casting mold temperature 290~310°C; vacuum degree: -0.08~-0.09MPa; pouring temperature 710~730°C; average pouring speed About 2~3kg / s; pouring time about 40~50s; solidification pressure 0.4~0.5MPa; holding time 20~25min.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
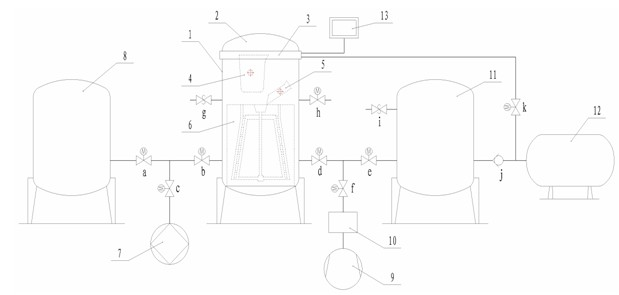
The invention relates to a device for manufacturing a large-scale complex thin-wall aluminum alloy casting through pouring and mold filling under vacuum and crystallization and solidification under pressure. The device comprises a vacuum pressurization casting chamber, a vacuum pumping system, an air pressurization system and an intelligent control system. The vacuum pressurization casting chamber is a high-pressure air-tight seal tank and adopts the vertical arrangement; a turnover seal cover driven by a cylinder and a locking ring for performing rotary seal are arranged at the upper part of the high-pressure air-tight seal tank; a pressure and vacuum detector is arranged on the seal cover; a ladle, a overturn casting drive device, a metal liquid diversion trench, a turnover temperature measuring device and the like are internally arranged in the chamber; a manual casting mechanism is arranged at the outer part of the chamber; the vacuum pumping system is composed of a vacuum pump, a vacuum storage cabin and a pipeline system; the air pressurization system is composed of an air compressor, a refrigeration drier, a pressure storage cabin, a circuit and a pipeline system; and the intelligent control system consists of a PLC (Programmable Logic Controller), an air bottle, a security caution light and an affiliated pipeline system, wherein the PLC is connected with the air bottle, the security caution light and the affiliated pipeline system, which collects and displays data of vacuum, pressure, temperature and the like to realize the intelligent control for the devices, so that the stages in the vacuum pressurization casting can be ensured to be performed sequentially, continuously and smoothly.
Description
[0001] technical field [0002] The invention relates to a set of devices and processes for pouring under vacuum, filling molds, crystallizing and solidifying under pressure to finally obtain large complex thin-walled aluminum alloy castings. [0003] Background technique [0004] In the fields of aerospace, weapon equipment, automobiles, ships, etc., the demand and application of large complex thin-walled castings, especially large complex thin-walled aluminum alloy cabins and box castings are becoming more and more extensive. [0005] This type of casting has the characteristics of large outline size (about 1.5m at most), thin wall (about 2.5mm at the thinnest), complex inner cavity structure, and many hot spots, which are not conducive to forming, which makes casting much more difficult than ordinary castings. It is difficult to solve many defects such as air holes, many inclusions, insufficient pouring in thin-walled parts, and serious looseness in thick and large hot j...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B22D18/00
Inventor陈强赵高瞻陶健全苏志权赵祖德邓天泉孙昌建
OwnerNO 59 RES INST OF CHINA ORDNANCE IND