

Vibrating wire-feeding surfacing method
A technology of wire feeding and surfacing layer, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems affecting the quality and efficiency of industrialized production, decrease in deposition efficiency, low welding deposition rate, etc. Welding efficiency, the effect of reducing welding hot cracks and porosity, and improving the performance of the weld
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] Taking the pipe end of bimetallic composite pipe as an example, the vibrating wire feeding surfacing welding method is realized by the following steps:
[0019] (1) Preheating treatment
[0020] Carry out preheating treatment to the welding end of the bimetallic composite pipe 1, and the preheating temperature is 75°C;
[0021] (2) Welding
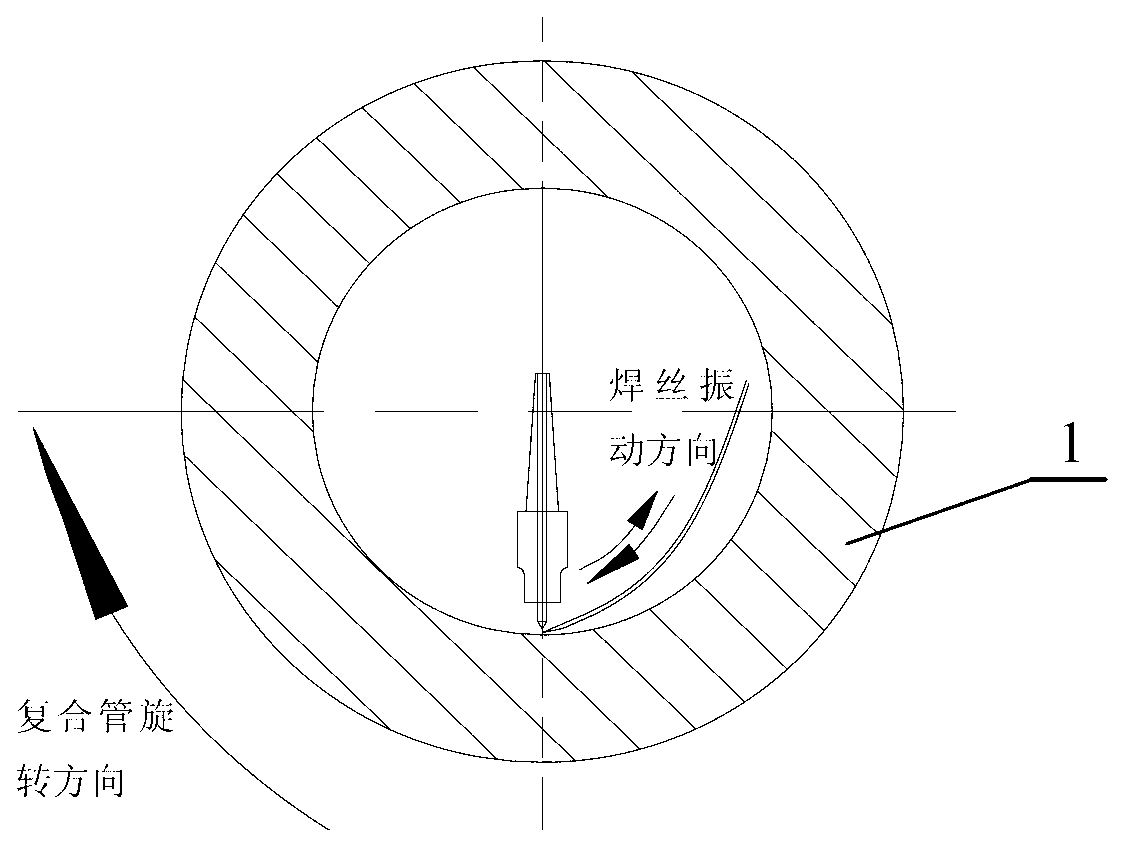
[0022] Turn on the ordinary welding machine, shielding gas and commonly used wire feeding device, adjust the welding current to 250A, and the voltage to 15V. Under the shielding gas of argon gas with a purity of 99.999%, the welding torch is driven by the cross slide table of the welding machine. Swing left and right, spread the weld bead evenly, automatically adjust the up and down position of the welding torch according to the length of the welding arc, driven by the vibration drive device of the wire feeding device, the welding wire vibrates back and forth along the wire feeding direction, see figure 1 , the welding heat input ...
Embodiment 2
[0025] Taking the pipe end of bimetallic composite pipe as an example, the vibrating wire feeding surfacing welding method is realized by the following steps:
[0026] (1) Preheating treatment
[0027] Carry out preheating treatment to the welding end of the bimetal composite pipe 1, and the preheating temperature is 50°C;
[0028] (2) Welding
[0029] Turn on the ordinary welding machine, shielding gas and commonly used wire feeding device, adjust the welding current to 240A, and the voltage to 14V. Under the shielding gas with a purity greater than 99.991% argon, the welding torch is driven left and right by the cross slide table of the welding machine Swing, the weld bead is evenly spread out, and the up and down position of the welding torch is automatically adjusted according to the length of the welding arc. Driven by the vibration drive device of the wire feeding device, the welding wire vibrates back and forth along the wire feeding direction, and the welding heat inp...
Embodiment 3
[0031] Taking the pipe end of bimetallic composite pipe as an example, the vibrating wire feeding surfacing welding method is realized by the following steps:
[0032] (1) Preheating treatment
[0033] Carry out preheating treatment to the welding end of the bimetal composite pipe 1, and the preheating temperature is 95°C;
[0034] (2) Welding
[0035] Turn on the ordinary welding machine, shielding gas and commonly used wire feeding device, adjust the welding current to 270A, and the voltage to 16V. Under the shielding gas with a purity greater than 99.995% argon, the welding torch is driven left and right by the cross slide table of the welding machine Swing, the welding bead is evenly spread out, and the up and down position of the welding torch is automatically adjusted according to the length of the welding arc. Driven by the vibration drive device of the wire feeding device, the welding wire vibrates back and forth along the wire feeding direction, and the welding heat ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More