

Casting method for thermal power ultra-supercritical valve cover
An ultra-supercritical and bonnet technology, which is applied to casting molding equipment, casting molds, valve details, etc., can solve problems such as cracks and shrinkage porosity, uneven wall thickness of the structure, and affect product quality, etc., to achieve shrinkage porosity Defects, reducing the amount of welding repair, reducing the effect of labor intensity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
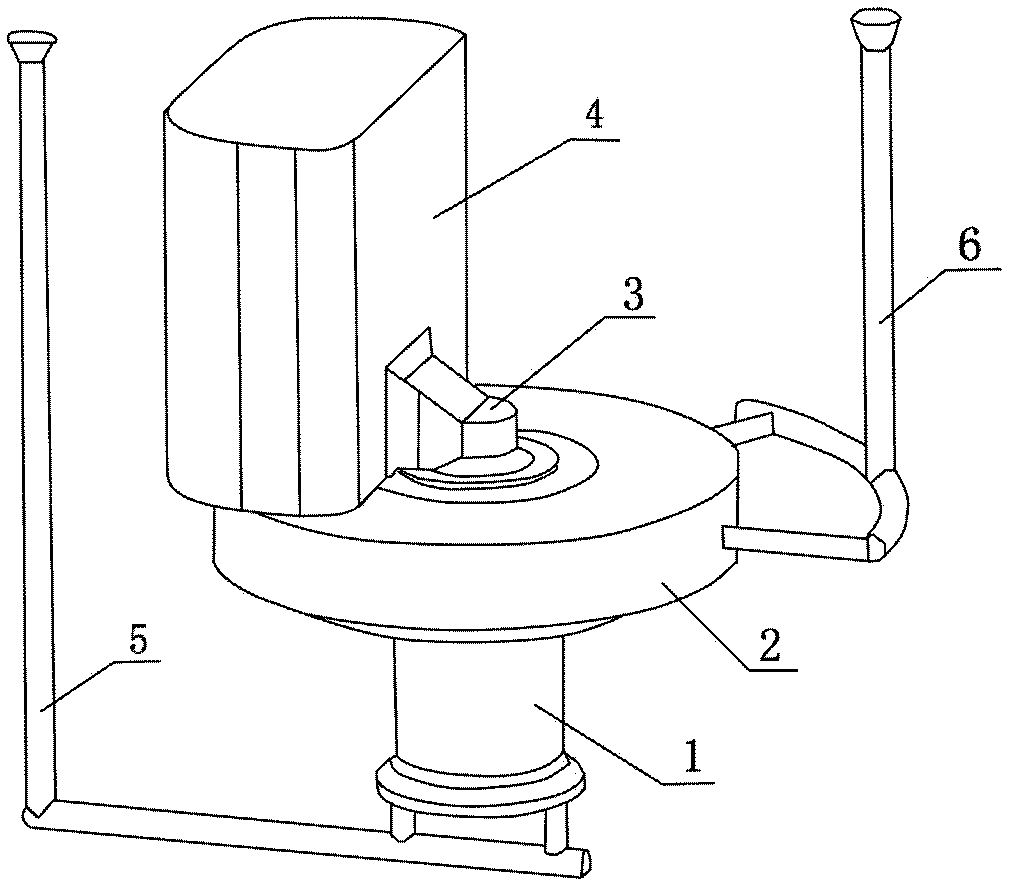
[0018] The specific embodiment of the present invention will be further described below in conjunction with accompanying drawing:
[0019] See figure 1 , is a schematic diagram of the pouring process of a thermal power ultra-supercritical bonnet casting method of the present invention. By setting the positions of the riser and the pouring nozzle reasonably, it is ensured that the shrinkage area in the center of the riser deviates from the circular platform, and a part of the circular platform is exposed as a cutting reference. Set up two layers of pouring nozzles at the cylinder and the flange to increase the pouring speed at the flange. The specific steps are:
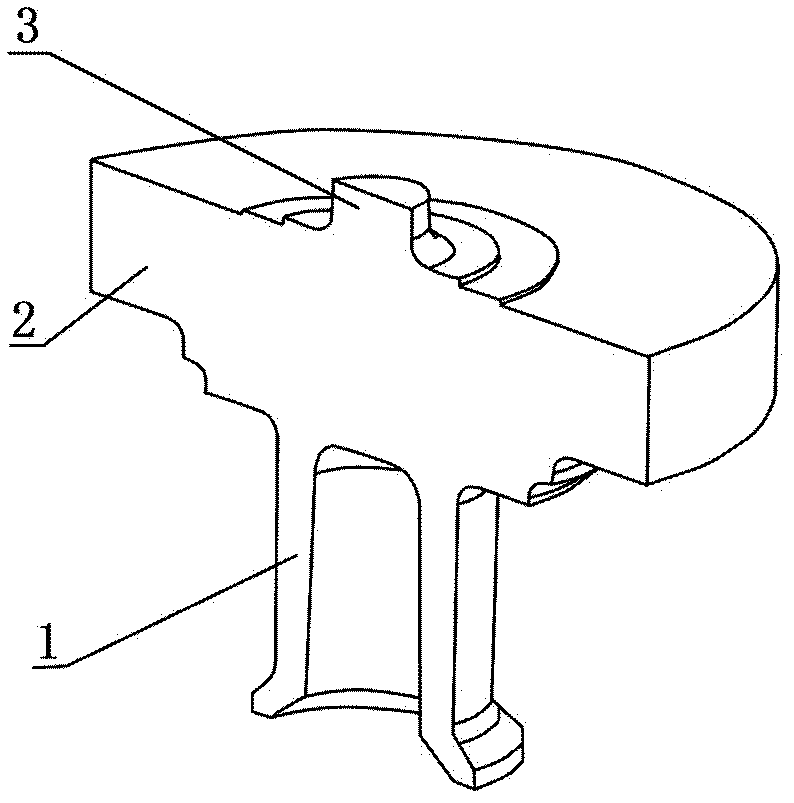
[0020] 1) An elliptical riser 4 is provided on the upper part of the flange 2. The position of the riser deviates from the center of the flange to avoid loose tissue at the round table and at least half of the round table 3 is exposed. Since the riser is eccentric, the riser is cut The exposed round table 3 can be u...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More