Ceramic bond cubic boron nitride abrasive tool and manufacturing method thereof
A technology of ceramic bond and cubic boron nitride, which is applied in the field of abrasive tool manufacturing, can solve problems such as easy fracture, and achieve the effect of improving strength and service life, and being easy to implement and simple to implement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] A vitrified bond cubic boron nitride abrasive tool comprises 45vol% cubic boron nitride cBN abrasive grains, 30vol% vitrified bond, and the rest are pores.
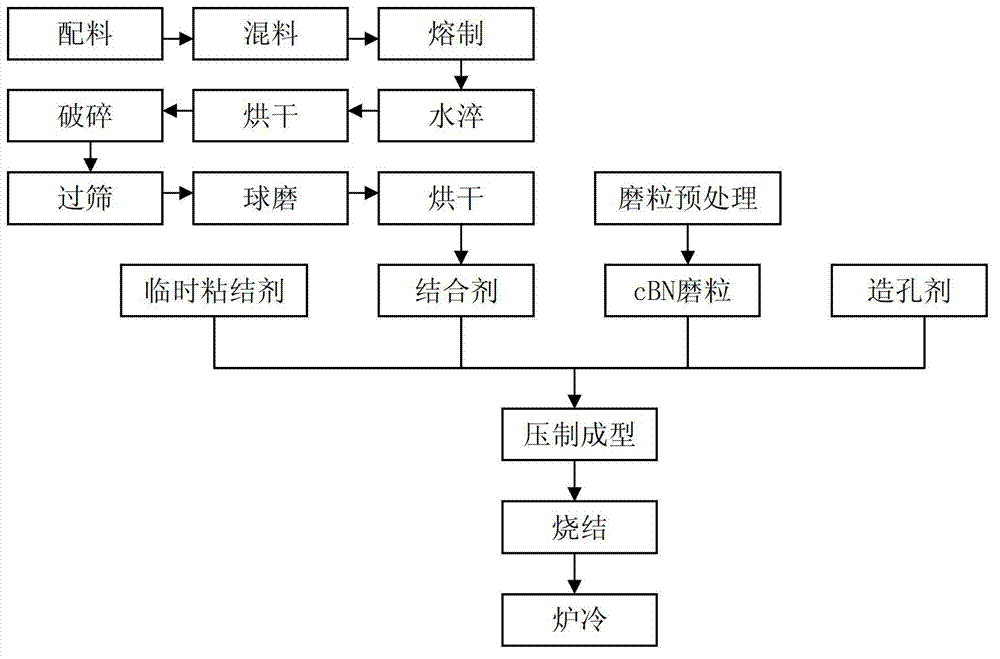
[0028] refer to figure 1 , a method for manufacturing a vitrified bond cubic boron nitride abrasive tool, comprising the following steps:
[0029] Step 1, prepare material by the weight percentage of following component: Al 2 o 3 8%, H 3 BO 3 10%, Na 2 CO 3 10%, K 2 CO 3 3%, Li 2 CO 3 6%, ZnO 2%, CaCO 3 2%, MgO 2%, TiO 2 2%, the balance is Si0 2 , mix the prepared materials evenly;
[0030] Step 2: put the mixed material obtained in Step 1 into an electric furnace for melting and water quenching to obtain a vitrified bond block, the melting temperature is 1200°C, and the melting time is 2 hours;
[0031] Step 3: Crushing, ball milling, sieving, and drying the vitrified bond block to make vitrified bond powder, wherein the ball milling speed is 150r / min, the ball milling time is 10h, the drying tempera...
Embodiment 2
[0038] A vitrified bond cubic boron nitride abrasive tool comprises 40vol% cubic boron nitride cBN abrasive grains, 35vol% vitrified bond, and the rest are pores.
[0039] refer to figure 1 , a method for manufacturing a vitrified bond cubic boron nitride abrasive tool, comprising the following steps:
[0040] Step 1, prepare material by the weight percentage of following component: Al 2 o 3 7%, H 3 BO 3 12%, Na 2 CO 3 10%, K 2 CO 3 3%, Li 2 CO 3 5%, ZnO 2%, CaCO 3 2%, MgO 2%, TiO 2 2%, the balance is Si0 2 , mix the prepared materials evenly;
[0041]Step 2: Put the mixed material obtained in Step 1 into an electric furnace for melting and water quenching to obtain a vitrified bond block, the melting temperature is 1200°C, and the melting time is 2 hours;
[0042] Step 3: Crushing, ball milling, sieving, and drying the vitrified bond block to make vitrified bond powder, wherein the ball milling speed is 150r / min, the ball milling time is 10h, the drying temperat...
Embodiment 3
[0049] A vitrified bond cubic boron nitride abrasive tool comprises 50vol% cubic boron nitride cBN abrasive grains, 25vol% vitrified bond and the rest are pores.
[0050] refer to figure 1 , a method for manufacturing a vitrified bond cubic boron nitride abrasive tool, comprising the following steps:
[0051] Step 1, prepare material by the weight percentage of following component: Al 2 o 3 8%, H 3 BO 3 12%, Na 2 CO 3 8%, K 2 CO 3 3%, Li 2 CO 3 5%, ZnO2%, CaCO 3 2%, MgO2%, TiO 2 2%, the balance is SiO 2 , mix the prepared materials evenly;
[0052] Step 2: put the mixed material obtained in Step 1 into an electric furnace for melting and water quenching to obtain a vitrified bond block, the melting temperature is 1150°C, and the melting time is 3 hours;
[0053] Step 3: Crushing, ball milling, sieving, and drying the vitrified bond block to make vitrified bond powder, wherein the ball milling speed is 150r / min, the ball milling time is 10h, the drying temperature...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More