

Composite polyolefin material, preparation method and use of composite polyolefin material
A technology for compounding polyolefin and polyolefin, which is applied in chemical instruments and methods, on-site preparation of building components, synthetic resin layered products, etc. many effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
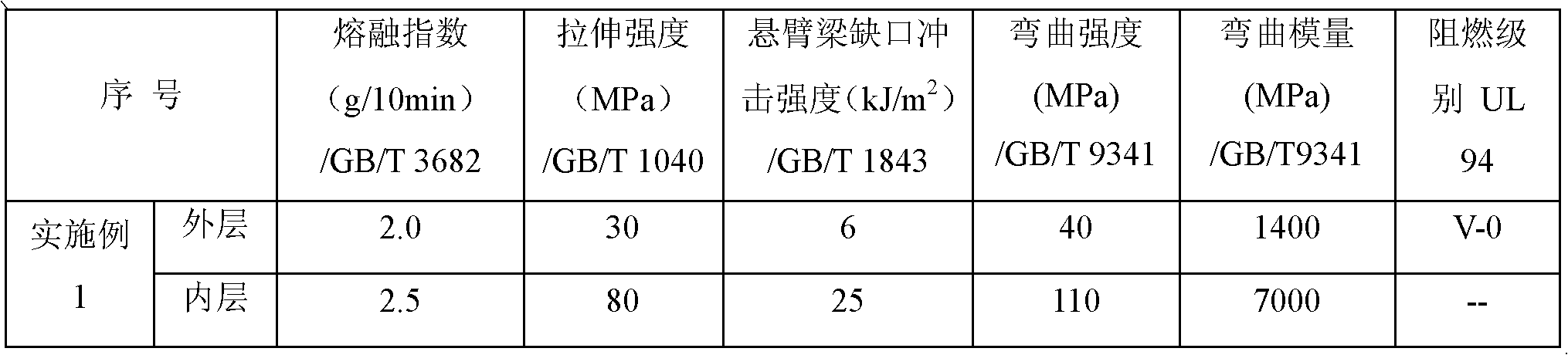
Embodiment 1
[0054] (1) The proportion of each component of the outer layer material is as follows:
[0055] Polypropylene: 64.8 parts,
[0056] Nitrogen-phosphorus halogen-free flame retardant: 35 parts,
[0057] Antioxidant 1010: 0.1 parts,
[0058] Lubricant EBS: 0.1 parts,
[0059] Among them, the nitrogen-phosphorus halogen-free flame retardant is a compound of ammonium polyphosphate and melamine urate, and the compounding ratio is 2:1;
[0060] The above-mentioned mixture is fed into the twin-screw extruder by a feeder with precise metering, and is sheared at high speed by the twin-screw, kneaded, extruded from the machine head, drawn, air-cooled, pelletized and dried; the twin-screw The technological parameters of the screw extruder are as follows: the temperature of each section of the screw should be controlled between 170 and 190 °C.
[0061] (2) The proportion of each component of the inner layer material is as follows:
[0062] Polypropylene: 50 parts,
[0063] Glass fibe...
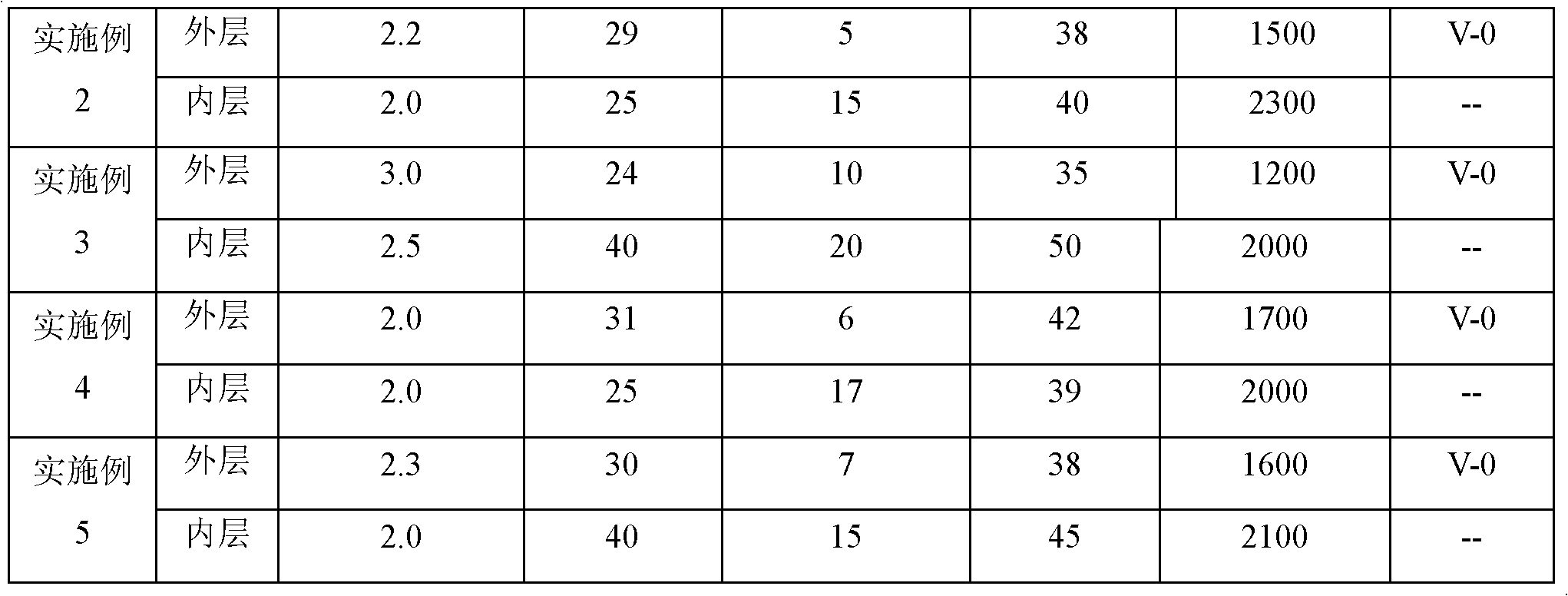
Embodiment 2
[0071] (1) The proportion of each component of the outer layer material is as follows:
[0072] Polypropylene: 56.2 parts,
[0073] Talcum powder: 20 parts,
[0074] Decabromodiphenylethane: 18 parts,
[0075] Antimony trioxide: 5 parts,
[0076] Antioxidant 1010: 0.2 parts,
[0077] Antioxidant 168: 0.2 parts,
[0078] Lubricant EBS: 0.4 parts;
[0079] The above-mentioned mixture is fed into the twin-screw extruder by a feeder with precise metering, and is sheared at high speed by the twin-screw, kneaded, extruded from the machine head, drawn, air-cooled, pelletized and dried; the twin-screw The technological parameters of the screw extruder are as follows: the temperature of each section of the screw should be controlled between 170 and 190 °C.
[0080] (2) The proportion of each component of the inner layer material is as follows:
[0081] Polypropylene: 69.5 parts,
[0082] Mica: 30 parts,
[0083] Antioxidant 1010: 0.1 parts,
[0084] Antioxidant 168: 0.1 parts...
Embodiment 3
[0090] (1) The proportion of each component of the outer layer material is as follows:
[0091] Polypropylene: 79.4 parts,
[0092] Octabromoether: 16 parts,
[0093] Antimony trioxide: 4 parts,
[0094] Antioxidant 1010: 0.1 parts,
[0095] Antioxidant 168: 0.1 parts,
[0096] Lubricant EBS: 0.4 parts;
[0097] The above-mentioned mixture is fed into the twin-screw extruder by a feeder with precise metering, and is sheared at high speed by the twin-screw, kneaded, extruded from the machine head, drawn, air-cooled, pelletized and dried; the twin-screw The technological parameters of the screw extruder are as follows: the temperature of each section of the screw should be controlled between 170 and 190 °C.
[0098] (2) The proportion of each component of the inner layer material is as follows:
[0099] Polypropylene: 77.7 parts,
[0101] E-glass fiber: 10 parts,
[0102] Bismaleimide: 2 parts,
[0103] Antioxidant 1010: 0.1 parts,
[0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More