

High-hardness wear-resistant steel plate and manufacturing method thereof
A manufacturing method and high-hardness technology, applied in the field of wear-resistant steel pipes, can solve the problems of troublesome concrete ramming, low wear resistance of boom tubes, frequent replacement, etc., and achieve reasonable composition and process design, excellent wear-resistant steel performance, The effect of loose craft system
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] The chemical composition of the wear-resistant steel pipe of the present invention and Comparative Example 1 (see patent CN101602079) is shown in Table 1. After smelting according to the chemical composition shown in Table 1, heat the continuous casting slab or steel ingot to 1250°C, and slowly cool after rolling. After the steel coil is annealed, the tube forming size is ф150mm, the welding power of high-frequency ERW is 280KW, the welding frequency is 290KHZ, and the production line speed is 23m / min.
[0037]The quenching temperature of the welded pipe is 850°C, the holding time is 15min, the tempering temperature is 180°C, the holding time is 25min, air cooling after tempering, the hardness is HRC62.1
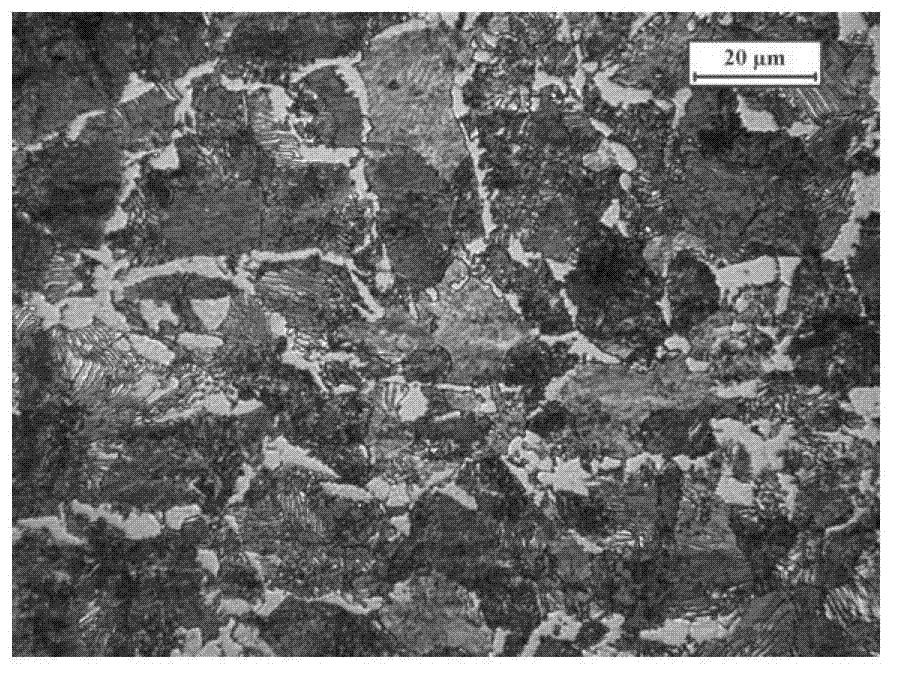
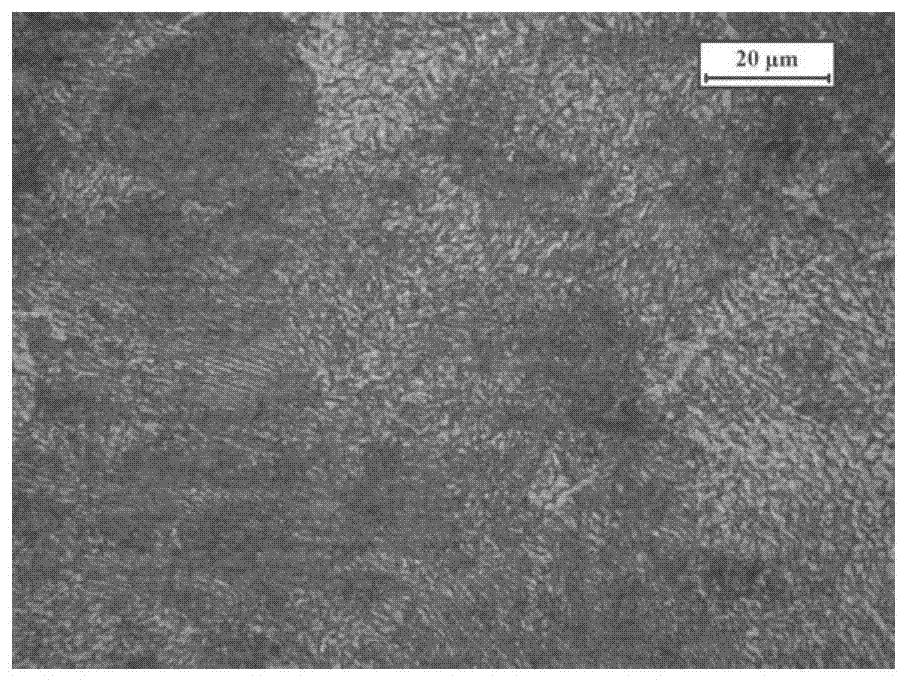
[0038] see figure 1 , figure 1 It is the as-rolled structure of the steel plate in Example 1 of the present invention, which is ferrite + pearlite, and the structure uniformity is poor. figure 2 It is the annealed structure of the steel plate of the present invent...
Embodiment 2
[0041] The implementation mode is the same as that in Example 1, wherein the heating temperature of the continuous casting slab or steel ingot is 1200° C., and it is slowly cooled after rolling. After the steel coil is annealed, the tube forming size is ф130mm, the welding power of high-frequency ERW is 250KW, the welding frequency is 290KHZ, and the production line speed is 20m / min.
[0042] The quenching temperature of the welded pipe is 830°C, the holding time is 18min, the tempering temperature is 220°C, the holding time is 20min, air cooling after tempering, the hardness is HRC62.8.
Embodiment 3
[0044] The implementation mode is the same as that in Example 1, wherein the heating temperature of the continuous casting slab or steel ingot is 1140° C., and it is slowly cooled after rolling.
[0045] After the steel coil is annealed, the pipe forming size is ф139.5mm, the welding power of high-frequency ERW is 270KW, the welding frequency is 300KHZ, and the production line speed is 25m / min.
[0046] The quenching temperature of the welded pipe is 830°C, the holding time is 28min, the tempering temperature is 270°C, the holding time is 46min, air cooling after tempering, the hardness is HRC63.6.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Rockwell hardness | aaaaa | aaaaa |
| Rockwell hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More