

Precise forging process for front upper arm part of car chassis suspension system
A suspension system and automobile chassis technology, which is applied to vehicle parts, railway car body parts, transportation and packaging, etc. It can solve the problems of increased process, shortened service life of parts, unavoidable coarse grains, etc., and achieves enhanced mechanical properties of products , the grain size is uniform and fine, and the internal structure is evenly distributed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
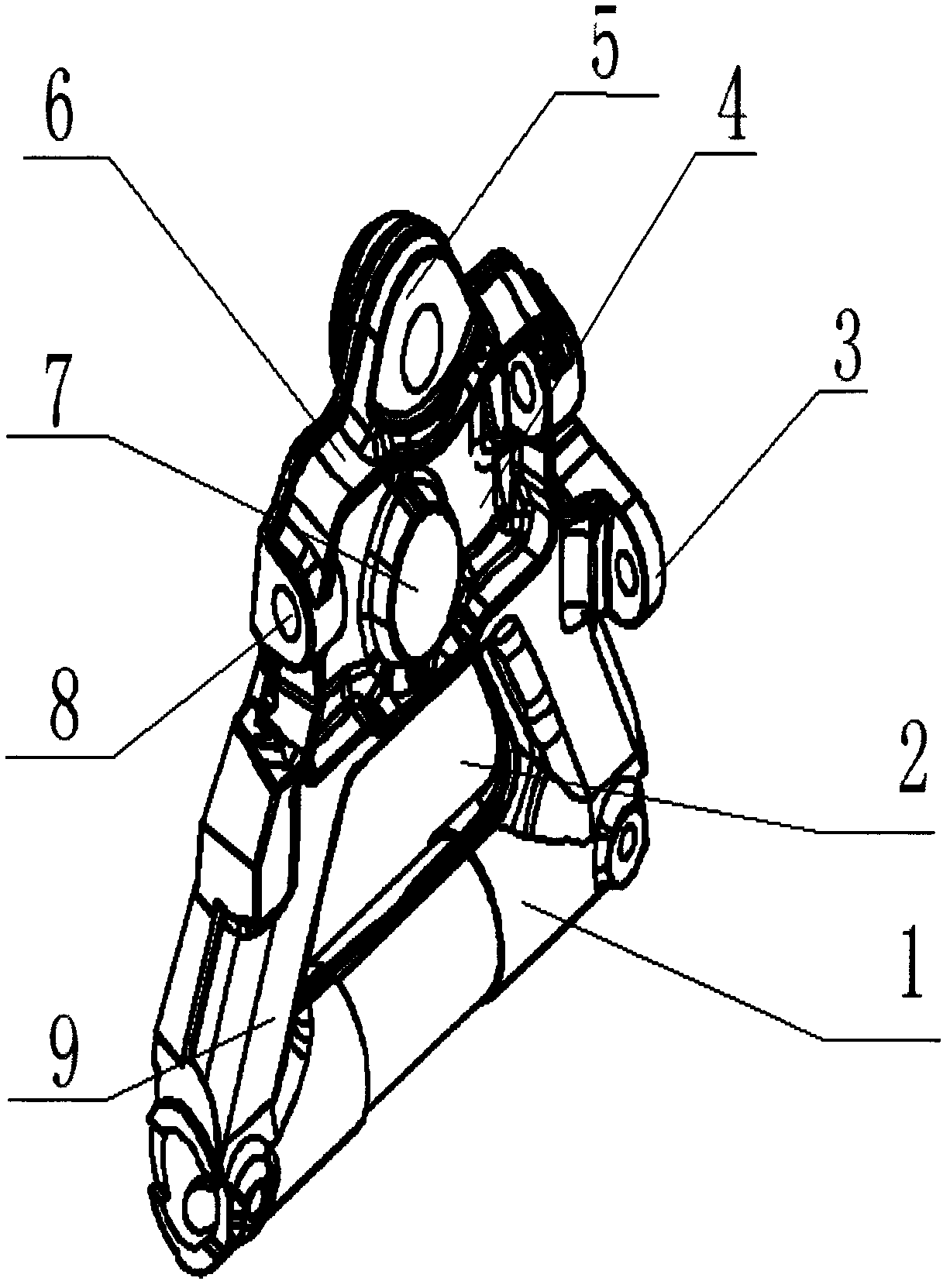
[0039] A precision forging process for parts of the front upper arm of an automobile chassis suspension system, such as figure 2 Shown: its process steps are:
[0040] Step 1: According to the part blank (such as figure 1 ) Weight, volume and process determine the blanking size (for example: choose Φ130mm bar).
[0041] Step 2: Heat the prepared bar in an intermediate frequency electric furnace at a heating temperature of 1080±10°C.
[0042] Step 3: Thicken the heated bar on the free forging hammer first, then flatten it, pull it out, and chamfer the edge; free forging is formed, before free forging, preheat the hammer head and lower anvil of the air hammer, and the preheating temperature 280°C;
[0043] The free forging hammer adopts an air hammer, the tonnage of the air hammer is greater than 750Kg, and the free forging deformation is 10% to 20%.
[0044] Step 4: Put the rough blank obtained by free forging into the die, start the friction press for the first die forgin...
Embodiment 2
[0057] The difference between this example and Example 1 is that the oxide skin should be removed during free forging, and the hammering operation method is light and heavy. The shape of the bar is broken to break the coarse carbide structure in the bar; lightly tap after finishing, the tonnage of the free forging hammer used is 1 ton, and the billet making effect is good.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More