

Aluminum alloy sheet laser welding auxiliary weld-joint forming material and preparation method thereof
A welding seam forming and laser welding technology, applied in welding/cutting media/materials, welding equipment, metal processing equipment, etc., can solve problems affecting product performance, reducing joint strength, affecting appearance, etc., to reduce porosity , Avoid weld bumps, avoid the effects of air holes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
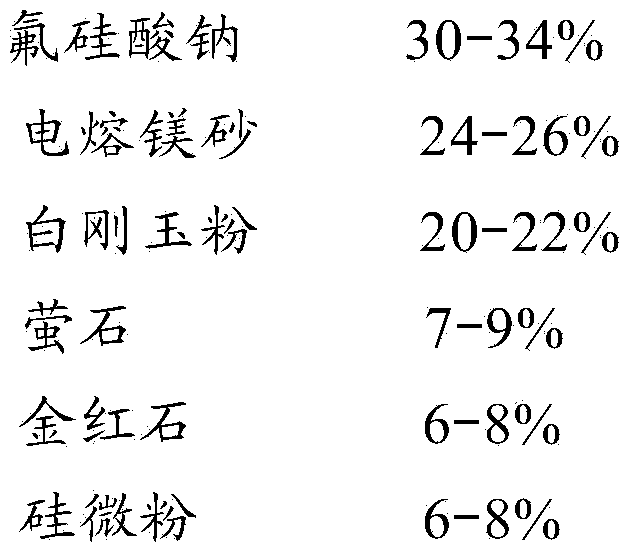
[0027] Weigh 30wt% sodium fluorosilicate, 26wt% fused magnesia, 22wt% white corundum powder, 9wt% fluorite, 6wt% rutile and 7wt% silicon micropowder and mix them well. It is a mixture of potassium water glass and sodium water glass with a volume ratio of 1:3, and the Baume degree of the mixture is 37. The amount of binder added is subject to the ease of molding in the mould. Put it into a mold after stirring evenly, and press it into a billet at a pressure of 85-90MPa. Place the blank in a kiln, heat at a heating rate not exceeding 150°C per hour, bake at 350-360°C for 3 hours, then heat at a heating rate not exceeding 100°C per hour, and bake at 710-720°C for 3 hours, Cool to below 100°C and release from the furnace to obtain an aluminum alloy thin plate laser welding auxiliary weld seam forming material.
[0028] The external dimensions of the aluminum alloy thin plate laser welding auxiliary weld seam forming material prepared in this embodiment are 35×25×10 mm. use as ...
Embodiment 2
[0030] Weigh 34wt% sodium fluorosilicate, 24wt% fused magnesia, 20wt% white corundum powder, 8wt% fluorite, 8wt% rutile and 6wt% silicon micropowder and mix them well. It is a mixture of potassium water glass and sodium water glass with a volume ratio of 1:3, and the Baume degree of the mixture is 38. The amount of binder added is subject to the ease of molding in the mould. Put it into a mold after stirring evenly, and press it into a billet at a pressure of 85-90MPa. Put the billet in the kiln, heat at a heating rate not exceeding 150°C per hour, bake at 320-350°C for 4 hours, then heat at a heating rate not exceeding 100°C per hour, and bake at 680-700°C for 2 hours, Cool to below 100°C and release from the furnace to obtain an aluminum alloy thin plate laser welding auxiliary weld seam forming material.
[0031] The outer dimensions of the aluminum alloy thin plate laser welding auxiliary weld seam forming material prepared in this embodiment are 38×28×12 mm. Using the ...
Embodiment 3
[0033] Weigh 32wt% sodium fluorosilicate, 25wt% fused magnesia, 21wt% white corundum powder, 7wt% fluorite, 7wt% rutile and 8wt% silicon micropowder and mix them well. It is a mixture of potassium water glass and sodium water glass with a volume ratio of 1:3, and the Baume degree of the mixture is 38. The amount of binder added is subject to the ease of molding in the mould. Put it into a mold after stirring evenly, and press it into a billet at a pressure of 85-90MPa. Place the blank in a kiln, heat at a heating rate not exceeding 150°C per hour, bake at 330-350°C for 4 hours, then heat at a heating rate not exceeding 100°C per hour, and bake at 700-720°C for 3 hours, Cool to below 100°C and release from the furnace to obtain an aluminum alloy thin plate laser welding auxiliary weld seam forming material.
[0034] The outer dimensions of the aluminum alloy thin plate laser welding auxiliary weld seam forming material prepared in this embodiment are 38×28×12 mm. Using the s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More