

Ceramic thin film cast iron piston ring and manufacturing method thereof
A ceramic film, cast iron piston technology, applied in the field of piston rings, can solve the problems of poor wear resistance, large wear power loss, and large attack of the cylinder body, and achieves strong anti-sintering ability, stable performance and small wear. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
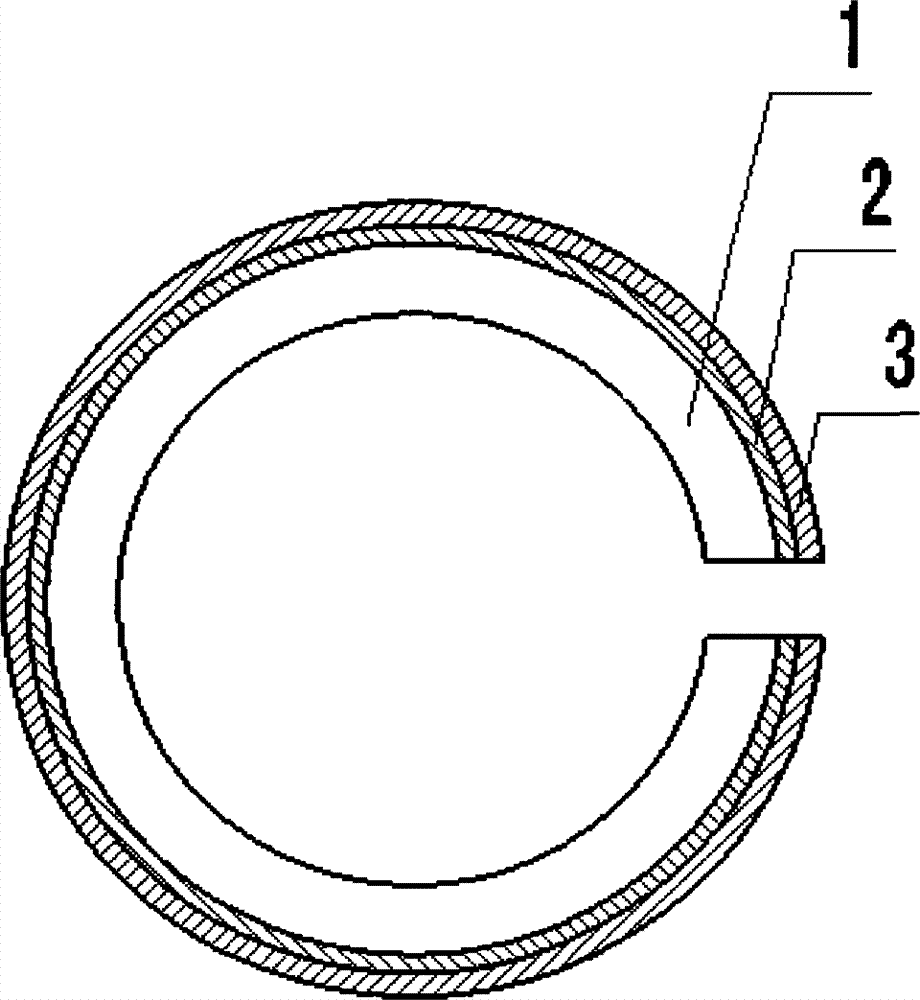
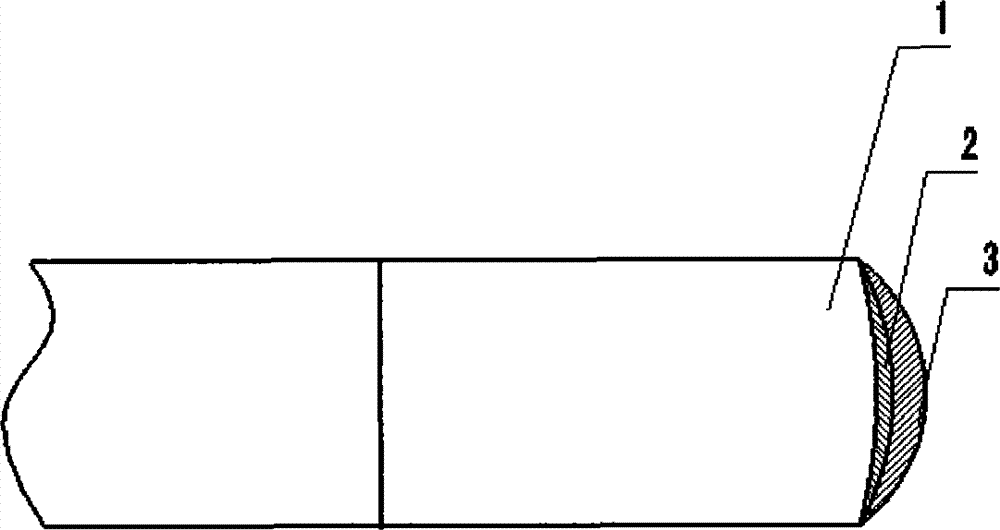
[0035] see figure 1 , figure 2 , the wear-resistant cast iron piston ring of the present invention comprises a piston ring ring body 1, a transitional thin chromium plating layer 2 on the outer circumference of the ring, and a ceramic film 3 coated on the outer circumference of the thin chromium layer 2. The formation principle of the ceramic thin film 3 is: using Ti or Cr metal as the evaporation source, through arc discharge, and N 2 , O 2 React, and solidify on the nitrided layer of the target source of the piston ring to form TiN, CrN, CrN[O] ceramic thin films. The metal vaporization ion rate is high, and the deposition effect is good. The specific embodiment of the present invention is as follows:
Embodiment approach 1
[0037] Step 1. Conventional preliminary processing of piston rings such as casting, cutting, copying, and inner circle turning;
[0038] Step 2, processing the outer circular surface and the upper and lower sides of the piston ring through a grinding process;
[0039] Step 3. Use ultrasonic waves to clean and degrease the surface of the piston ring;
[0040] Step 4: Use the clamping cylinder to clamp the piston ring and polish the outer surface;
[0041] Step 5, chrome plating treatment on the outer circle, the treatment time is 0.5 hours, and the temperature of the electroplating bath is 60°C;
[0042] Step 6, sandblasting the inner and outer surfaces;
[0043] Step 7. Piston ring degreasing and cleaning;
[0044] Step 8: Loading into PVD furnace, PVD treatment, treatment process time: 15-20 hours, treatment temperature: 400-500°C.
[0045] Step 9, honing and finishing of the outer circular surface;
[0046] Step 10. Grinding and finishing the upper and lower sides.
Embodiment approach 2
[0048] Step 1. Conventional preliminary processing of piston rings such as casting, cutting, copying, and inner circle turning;
[0049] Step 2, processing the outer circular surface and the upper and lower sides of the piston ring through a grinding process;
[0050] Step 3. Use ultrasonic waves to clean and degrease the surface of the piston ring;
[0051] Step 4. Use the clamping cylinder to clamp the piston ring and polish the outer surface:
[0052] Step five, sandblasting the inner and outer surfaces;
[0053] Step 6. Degreasing and cleaning the piston ring;
[0054] Step 7: Loading into a PVD furnace for PVD treatment. Processing time: 17-22 hours, processing temperature: 400-500°C. If the ceramic film is CrN or CrN[O], just install the chromium block target, use Cr metal as the evaporation source, discharge through the arc, and set the PVD furnace program, and do not feed N within 2 hours at the beginning of the discharge. 2 , O 2 , only metal chromium ions are d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More