

Automatic device for welding and detecting lithium battery
An automatic equipment and lithium battery technology, which is applied in battery assembly machines, secondary battery manufacturing, non-aqueous electrolyte storage batteries, etc., can solve the problems of high labor intensity, reduced production efficiency, and low product quality, and achieve full utilization of the machine Space, space cost savings, and the effect of shortening the running distance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
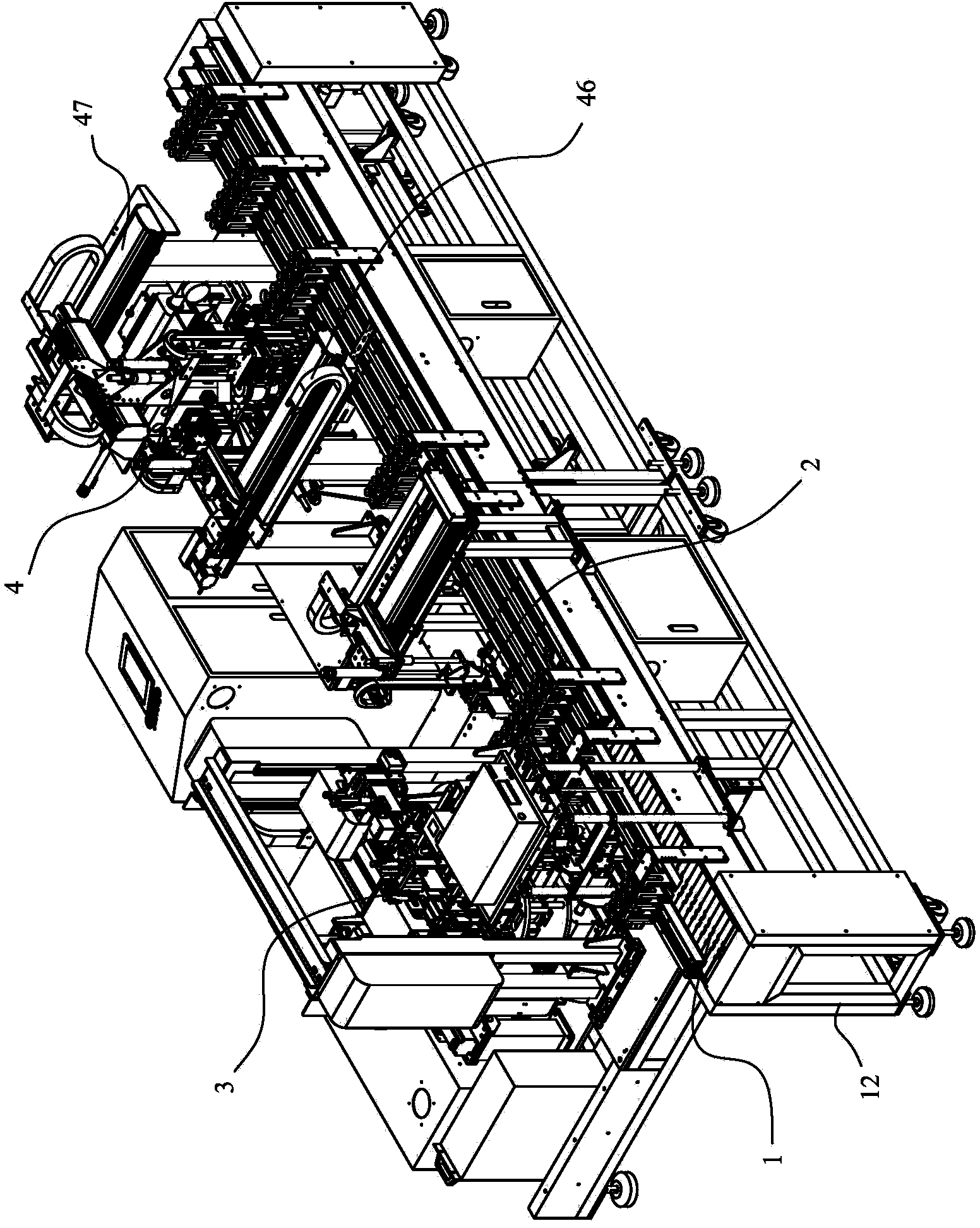
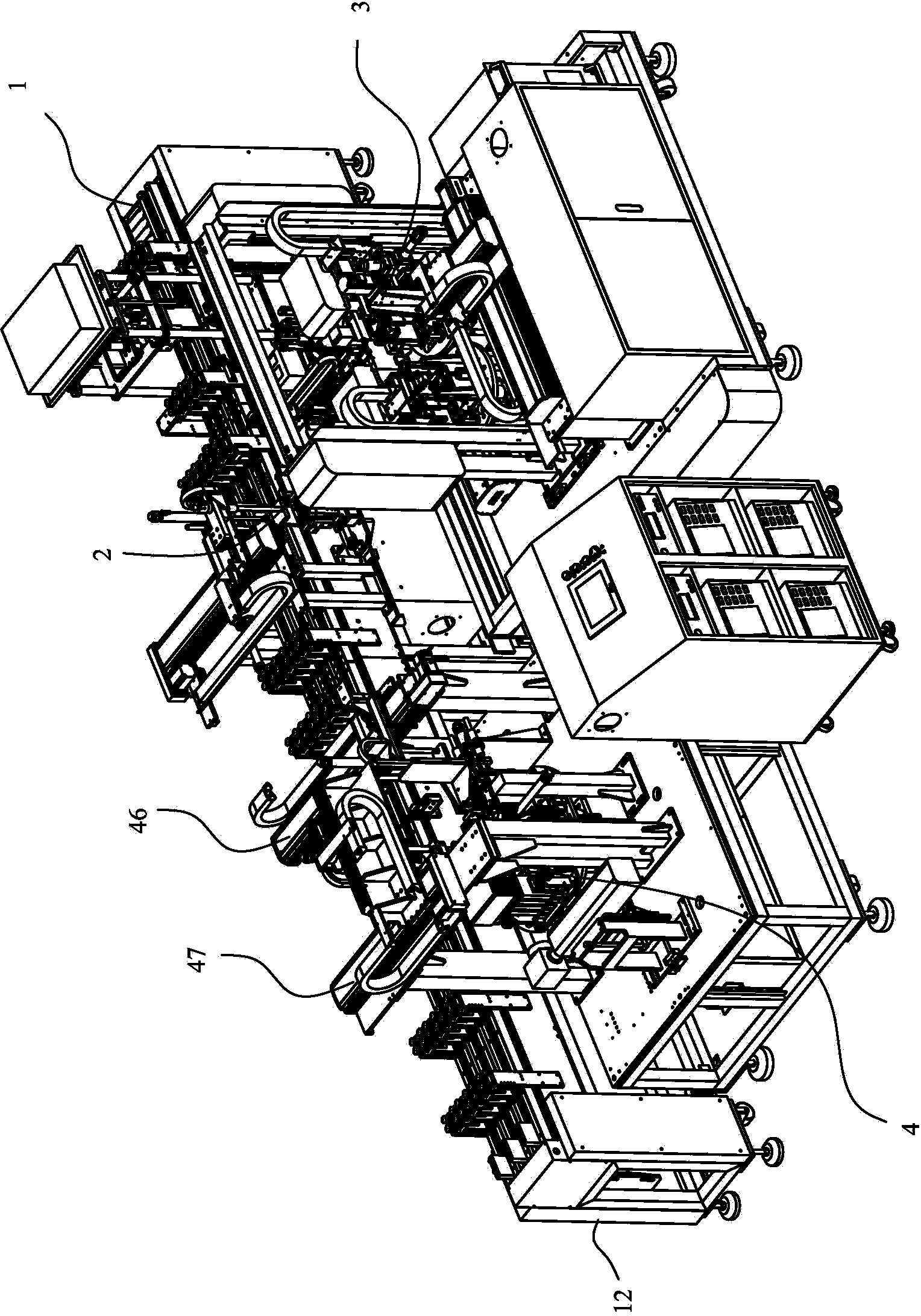
[0041] Please refer to Figure 1 to Figure 13 Shown, it has shown the concrete structure of preferred embodiment of the present invention,
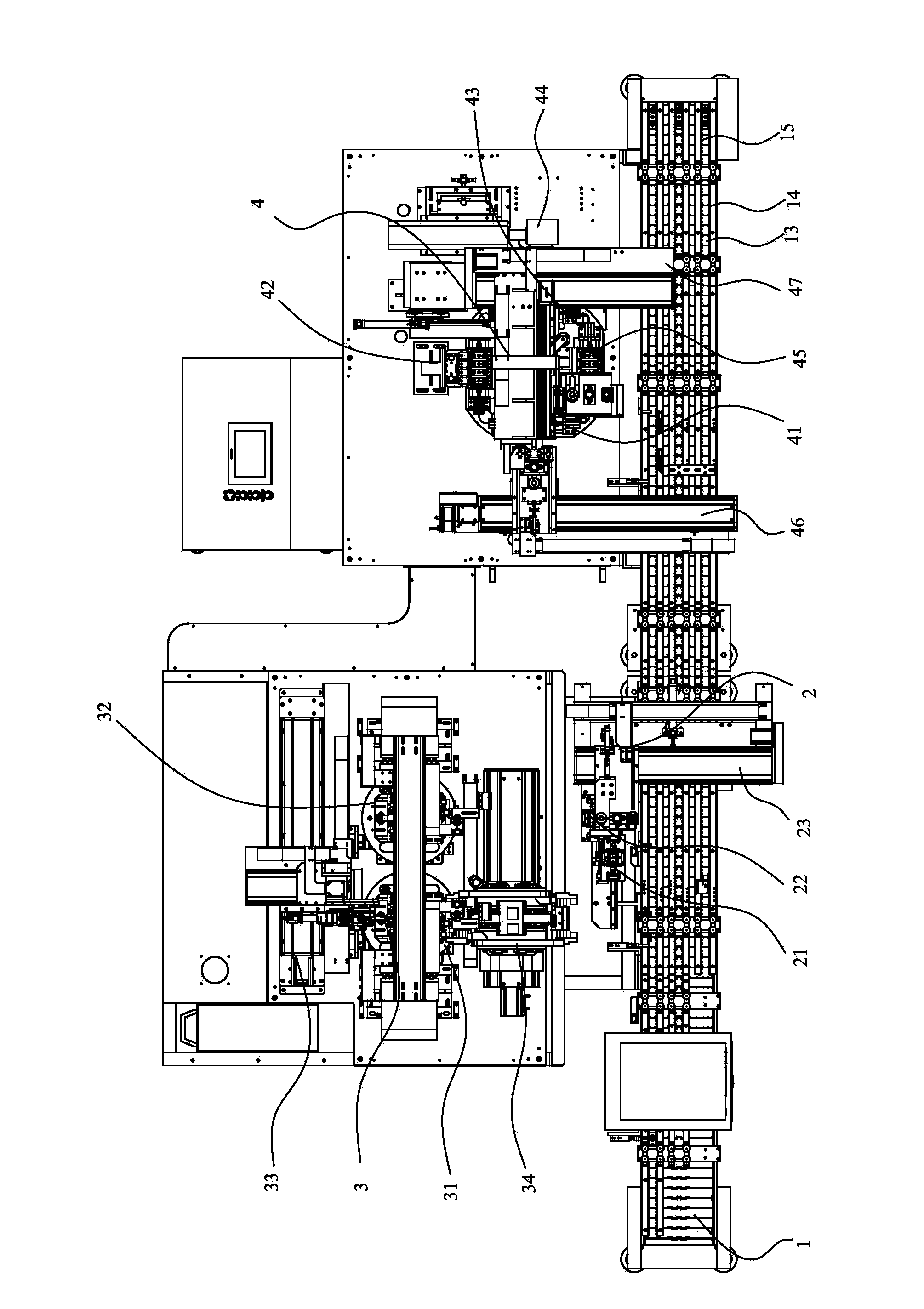
[0042] A kind of automatic equipment for lithium battery welding and detection, such as figure 1 As shown, it includes a linear conveying system 1. On the same side of the conveying system 1, a welding system 3 and a detection system 4 are arranged in sequence according to the conveying direction, and a temporary storage system is arranged between the conveying system 1 and the welding system 3. Material system 2.
[0043] combine image 3As shown, the temporary storage system 2 includes a temporary storage loading station 21 , a temporary storage unloading station 22 , and a temporary storage loading and unloading manipulator 23 for retrieving and discharging materials back and forth between the two stations and the transmission system 1 .
[0044] The welding system 3 is used for welding the end cap 51 of the battery 50 and the casin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More