
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Heat treatment process for processing high temperature-resistant braze welding aluminum/steel composite belt
A composite belt and high temperature resistant technology, applied in heat treatment furnaces, heat treatment equipment, manufacturing tools, etc., can solve the problems of limited window range, limited product performance stability, etc., and achieve the effect of high tensile strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
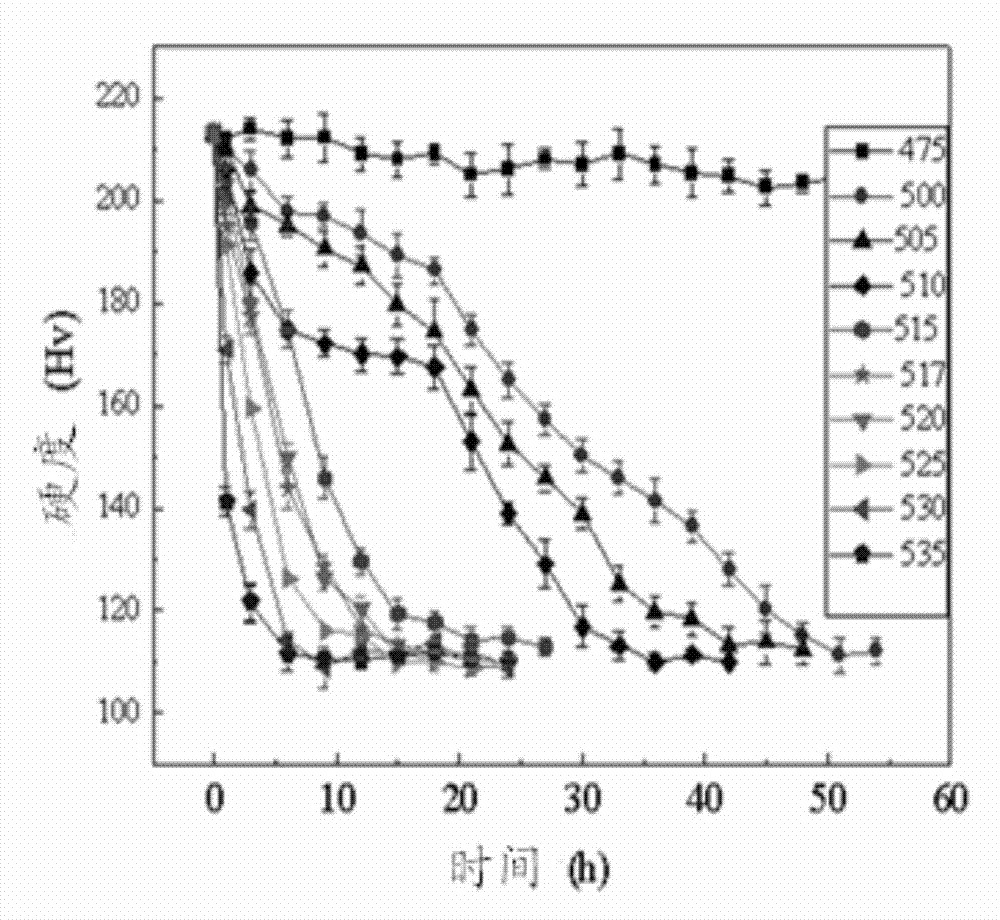
[0016] Example 1: The steel side of the aluminum / steel composite strip is annealed at different temperatures and for different times, and the time for completing recrystallization at each temperature can be obtained from the microhardness diagram. The test temperature is 475, 500, 505, 510, 515, 517, 520, 525, 530, 535°C. The results showed that: after annealing at 475°C for 60 hours, the steel structure did not recrystallize; at 500°C for 51 hours, the steel structure recrystallized; at 505°C for 42 hours, the steel structure recrystallized; at 510°C for 33 hours, the steel structure recrystallized. The crystallization is completed; the recrystallization completion time at 515°C is 16h; the recrystallization completion time at 520°C is 12h; the recrystallization completion time of 525°C annealed steel structure is 8h; the recrystallization completion time at 530°C is 6h; The completion time is 4h, the microhardness of annealing is detailed in figure 1 .
example 2
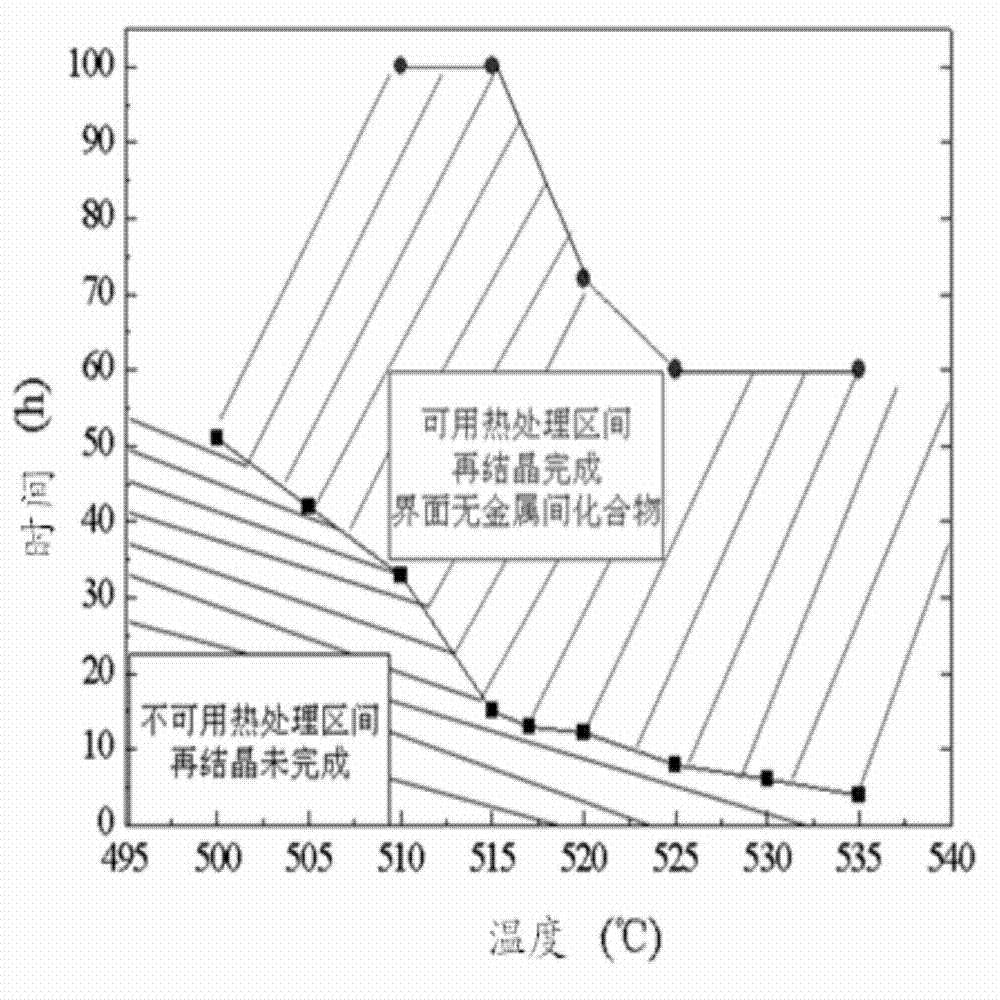
[0017] Example 2: After the recrystallization annealing treatment of the two-component aluminum / steel composite strip, the simulated brazing treatment is carried out, wherein the simulated brazing heat treatment system is specifically: the aluminum / steel strip after the recrystallization annealing treatment is placed within 30 minutes at room temperature Rise to 625°C, keep at 625°C for 10 minutes and then air cool.
[0018] Observing the interface conditions of the aluminum / steel composite strips with two components, the same situation was obtained: 33-100h heat treatment + simulated brazing treatment at 510°C, no intermetallic compounds appeared at the interface; 16-100h heat treatment + simulated brazing treatment at 515°C , no intermetallic compound appeared on the interface; 12-72h heat treatment + simulated brazing treatment at 520°C, no intermetallic compound appeared on the interface; 12-72h heat treatment + simulated brazing treatment at 520°C, no intermetallic compoun...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com