

Method for repairing open arc welding and surfacing of continuous casting roller of continuous casting fan-shaped section
A repair method and technology of continuous casting rolls, which are applied in the direction of arc welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of easy cracks on the weld surface, complex submerged arc welding process, and unsuitability for multiple repairs, etc., and achieve good results. Effects of toughness, increased service life, and improved productivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
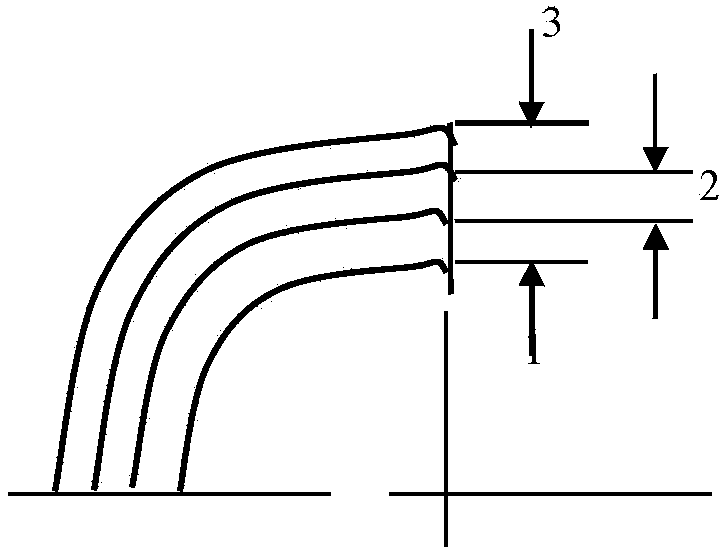
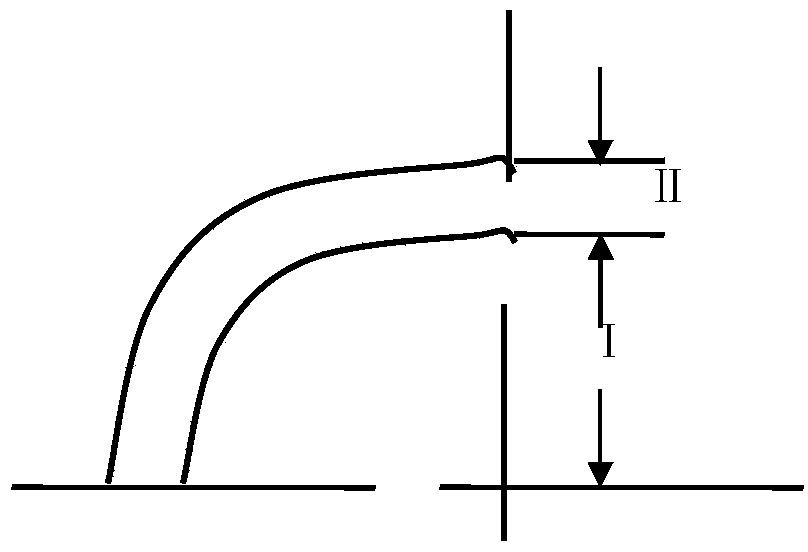
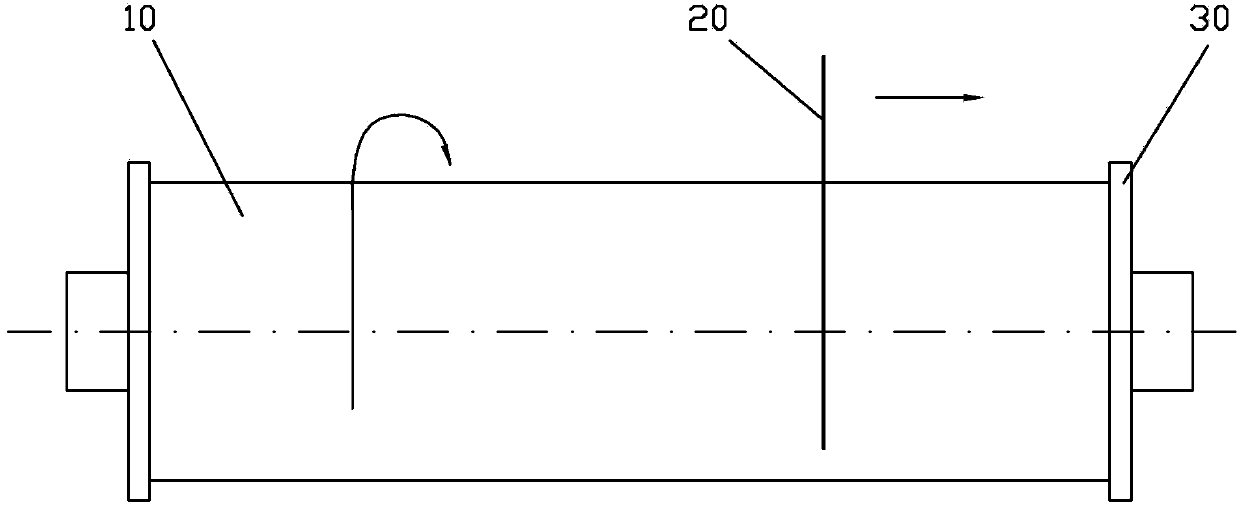
[0045] see Figure 1 to Figure 4 , a continuous casting segment continuous casting roll open arc welding repair method of the present invention, comprising the following steps:
[0046] 1. Selection of welding materials
[0047] Select the appropriate welding material, among which, the transition layer is 430-O, Welding wire; the working layer is 414N-O, welding wire.
[0048] 2. Open arc welding surfacing process
[0049] 2.1 Inspection before continuous casting roll welding, check whether there is oil stain, rust and crack on the roll surface.
[0050] 2.2 Fabrication of the arc ignition circle
[0051] The arc starting ring is made of low-carbon φ10mm round steel. The outer circle of the arc starting ring 30 is 11mm smaller than the nominal size of the continuous casting roll 10. The arc starting ring is welded to the end face of the continuous casting roll. 0.5mm; Welding with J502 electrode, electrode diameter Use an AC / DC welding machine with a welding current ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More