

Welding process special for thick dissimilar material plate
A welding process and material technology, which is applied in the field of welding for ultra-thick-walled dissimilar materials, can solve the problems of reduced impact toughness, large welding stress, and low welding efficiency, so as to reduce welding deformation, eliminate welding residual stress, and improve welding efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] In the following, a detailed description is given by taking the base metal of 290mm thick S355J2+QT material and the welding material of 70mm thick DH36 material as examples.
[0024] 1 Selection of welding materials
[0025] 1.1 In order to improve the welding efficiency, it was decided to use CO with a diameter of 1.4mm 2 Welding with shielded wire.
[0026] 1.2 According to the matching requirements of the strength grade, and taking into account the need to meet the standard ISO15614-1, the welding wire adopts the GFL-71Ni flux-cored welding wire with a diameter of 1.4mm that meets the requirements of EN ISO 17632 A T 42 4 PC 1 H5 and is approved by ABS, containing Ni element to improve low temperature toughness and crack resistance.
[0027] 2 Preparation before welding
[0028] 2.1 Welding equipment
[0029] This process uses XD500SII CO 2 Welding machine, the welding machine comes with a digital display of current and voltage.
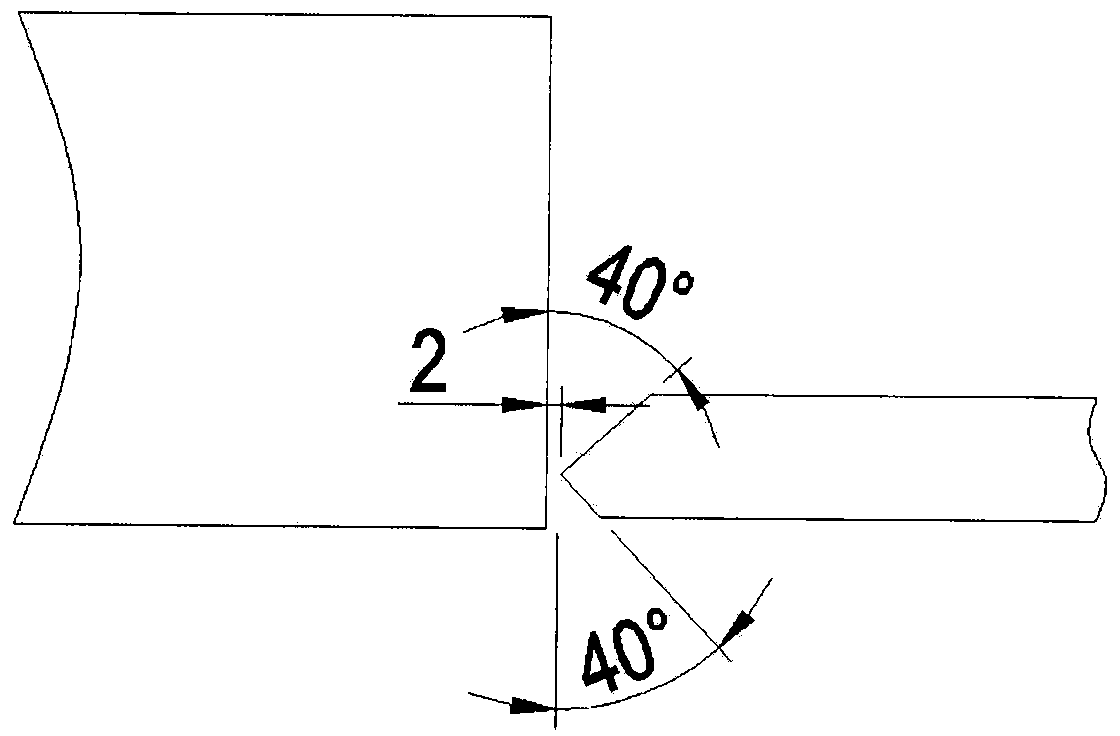
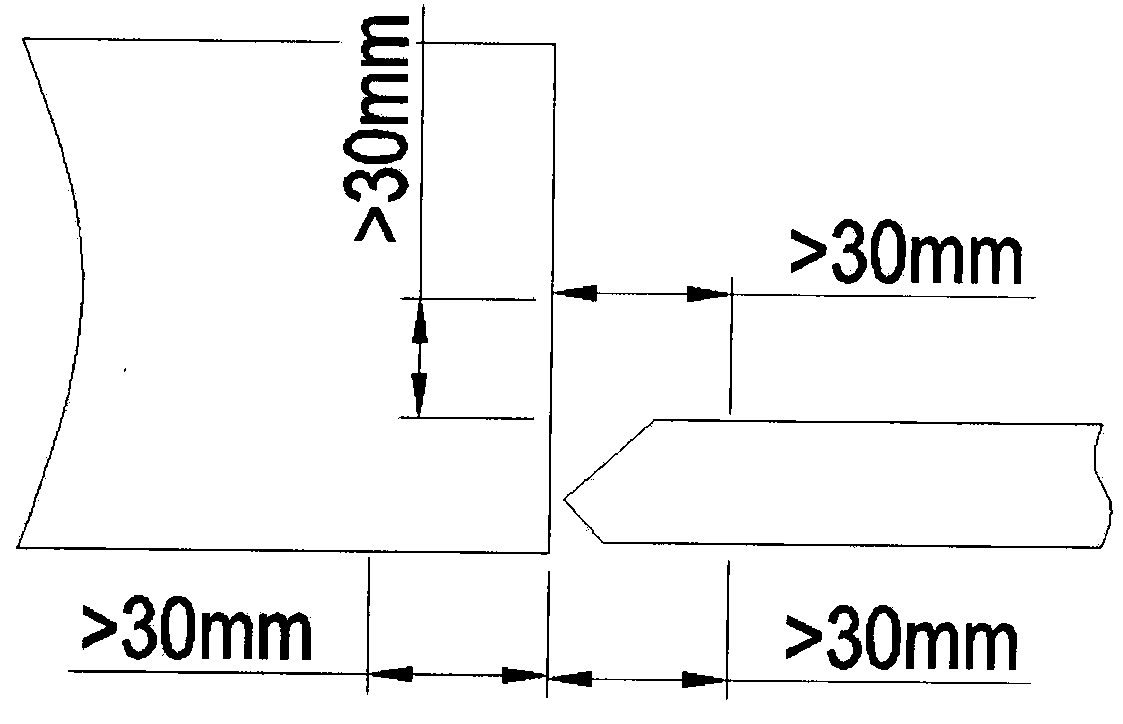
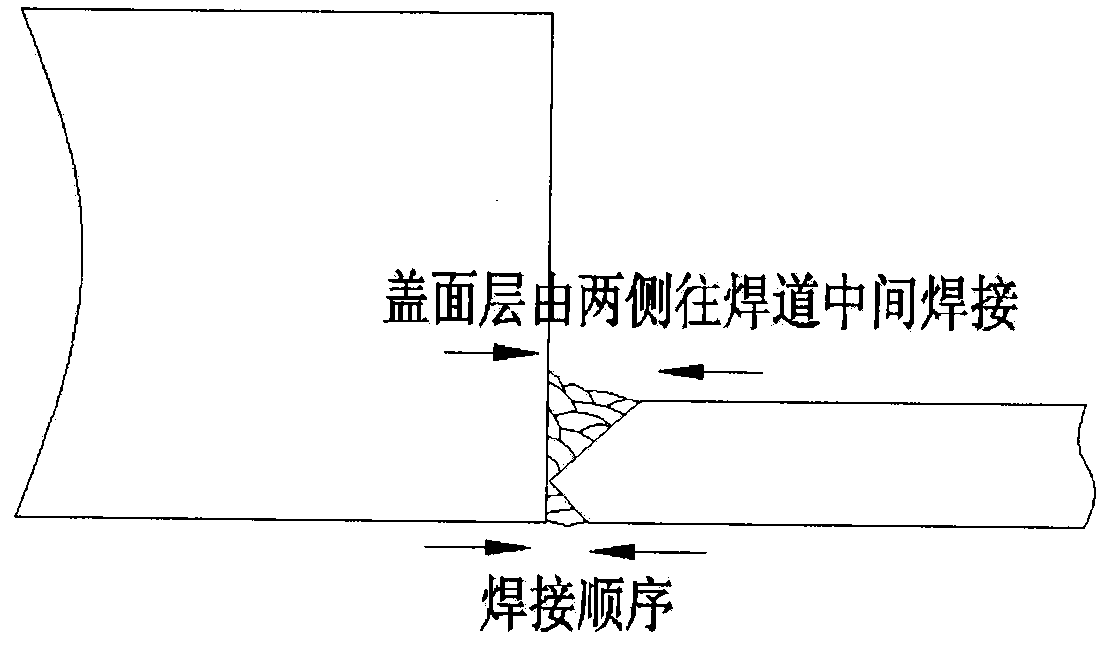
[0030] 2.2 Groove preparation...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More