

Injection forming method of soft magnetic ferrite material
A soft magnetic material and injection molding technology, applied in ceramic molding machines, manufacturing tools, grain processing, etc., can solve the problems of low iron loss, difficulty in mass production, and complex shapes of ferrite materials, and achieve high mechanical strength and density Large, homogeneous internal tissue effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
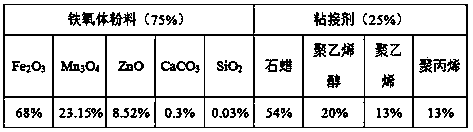
[0015] The raw materials selected in this embodiment are as shown in Table 1 by mass percentage:
[0016] Table 1
[0017]
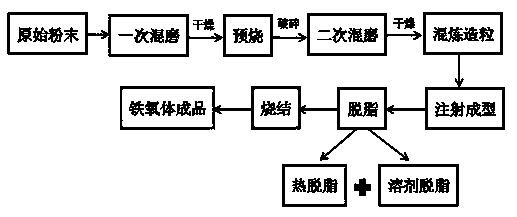
[0018] The steps of injection molding to prepare ferrite are as follows:
[0019] (1) Powder preparation: Mix and grind the ferrite powder once, the speed of the ball mill is 200 r / min, and the ball milling time is 10 h. After drying with a spray dryer, the powder is pre-calcined at 700 ℃, and the pre-calcination time is After 2 h, the pre-calcined powder was crushed, and then mixed and milled for the second time, and the powder was ball milled to a particle size of 0.5-2 μm, and dried with a spray dryer. Among them, the primary mixed grinding and the secondary mixed grinding are all carried out by wet grinding method, adding 1 wt% dispersant, 8 wt% polyvinyl alcohol, 0.1 wt% defoamer, wherein the dispersant is composed of water and polypropylene .
[0020] (2) Mixing and granulation: After uniformly mixing the powder obtained in step 1) with the b...
Embodiment 2
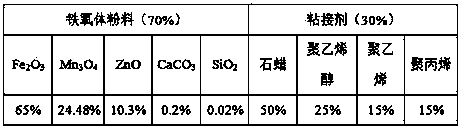
[0026] The raw materials selected in this embodiment are as shown in Table 2 by mass percentage:
[0027] Table 2
[0028]
[0029] The steps of injection molding to prepare ferrite are as follows:
[0030] (1) Powder preparation: The ferrite powder was mixed and milled once, the speed of the ball mill was 225 r / min, and the ball milling time was 12 h. After drying, the powder was pre-calcined at 800 °C for 2 h. After the pre-fired powder is crushed, it is mixed and milled for the second time, and the powder is ball-milled to a particle size of 0.5-2 μm, and then dried. Among them, the primary mixed grinding and secondary mixed grinding are carried out by wet grinding method, adding 2 wt% dispersant, 5 wt% polyvinyl alcohol, 0.15 wt% defoamer, wherein the dispersant is composed of water and polypropylene .
[0031] (2) Mixing and granulation: After uniformly mixing the powder obtained in step 1) with the binder, kneading at 150 °C for 3 hours to obtain a mixture, and cru...
Embodiment 3
[0037] The raw material that present embodiment selects is as shown in table 3 by mass percentage:
[0038] table 3
[0039]
[0040] The steps of injection molding to prepare ferrite are as follows:
[0041] (1) Powder preparation: The ferrite powder was mixed and milled once, the speed of the ball mill was 250 r / min, and the ball milling time was 14 h. After drying, the powder was pre-calcined at 900 °C for 3 h. After the pre-calcined powder is crushed, it is mixed and milled for a second time. The ball milling time is 2 h. The particle size of the powder after ball milling is 0.5-2 μm, and then it is dried. Among them, the primary mixed grinding and the secondary mixed grinding are all carried out by wet grinding method, adding 1 wt% dispersant, 8 wt% polyvinyl alcohol, 0.2 wt% defoamer, wherein the dispersant is composed of water and polypropylene .
[0042] (2) Mixing and granulation: After uniformly mixing the powder obtained in step 1) with the binder, kneading at...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More