

Machining process technique for aluminum alloy control plane
A technology of mechanical processing and process methods, which is applied to projectiles, offensive equipment, weapon types, etc., can solve the problems of low processing efficiency, increased production costs and time, and difficulty in guaranteeing the quality of parts, and achieves high-quality, high-efficiency and low-cost processing. , Eliminate cost and time, the effect of parts quality assurance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
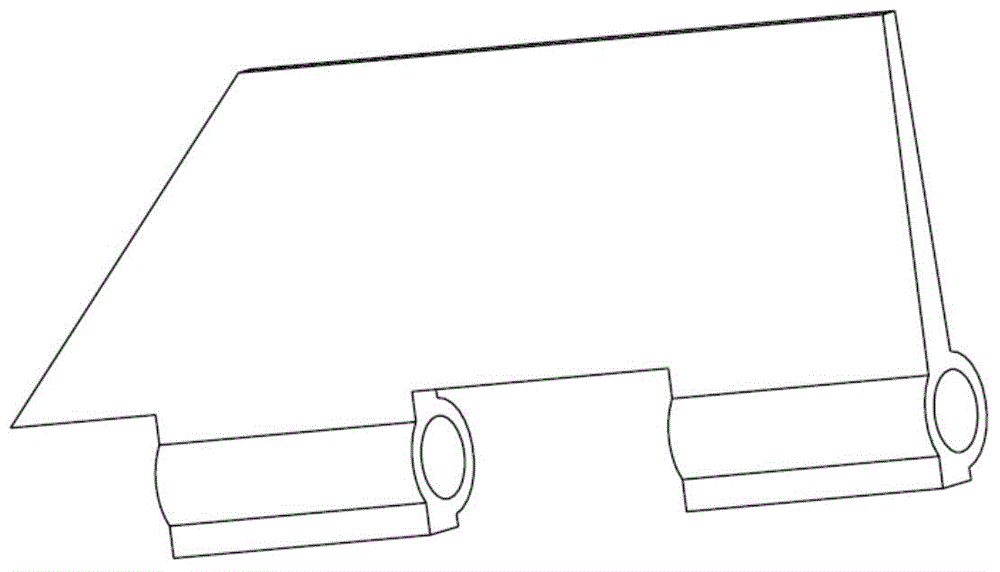
[0015] A folding rudder has a length of 300mm, a width of 150mm, a maximum thickness of 25mm, a hypotenuse angle of 45°, a slot length of 50mm, a width of 30mm, and the diameter of the through hole on the central plane of symmetrical thickness The distance from the long side is 15mm, and the symmetry of the profile is required to be 0.1mm; the specific process method is as follows:
[0016] Preparation before processing, after quenching the aluminum alloy plate 7A09, apply a permanent tensile plastic deformation of 1% to 3% along the rolling direction, and blank the plate to a size of 310mm×180mm×35mm;
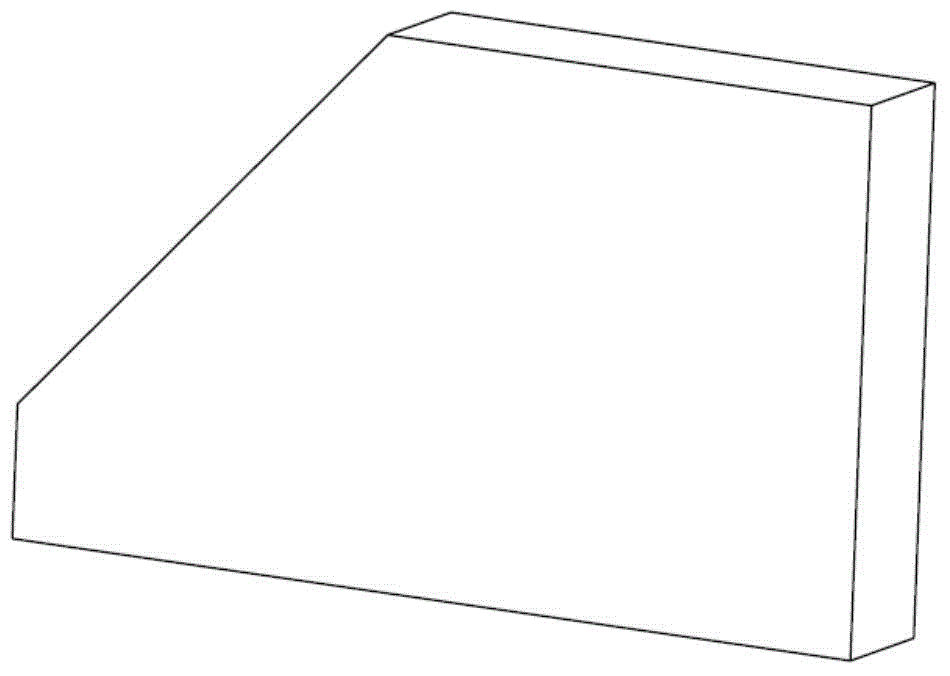
[0017] The first step, the thickness and shape of the fine milling chuck: on ordinary milling machines Face milling cutter milling thickness to use The peripheral shape of the end mill is 300mm long, 170mm wide, and the bevel angle is 45°. The groove is not processed, and the part structure after processing is as follows figure 2 shown;
[0018] The second step, gun d...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More