

Method for rolling high-ductility and high-scalability Mg-Al series magnesium alloy plates
A ductile, magnesium alloy technology, applied in metal rolling, temperature control, roll speed control, etc., can solve the problems of high temperature, increased production cost of plastic magnesium alloy sheet, long time, etc., to achieve production cost reduction, plasticity and Improvement of ductility, enhancement of tissue recovery and recrystallization ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] The plate used in this example is a hot-rolled AZ31 magnesium alloy plate, and the specific composition is: Al: 2.96wt.%, Zn: 0.94wt.%, and the balance is Mg. The width of the sheet is 50mm, the thickness is 5mm, and the length is 100mm. The rolling method is as follows:
[0024] (1) Put the board into a resistance furnace and heat it to 525°C, and keep it warm for 10 minutes;
[0025] (2) Heat the surface of the roll to 300°C and keep it warm for 5 minutes;
[0026] (3) Start rolling: roll diameter 0.13m, roll speed 30r / min, rolling speed 12.2m / min, single pass reduction is 60%, rolling one pass to obtain a plate with a thickness of 2mm;
[0027] (4) Air cooling after rolling.
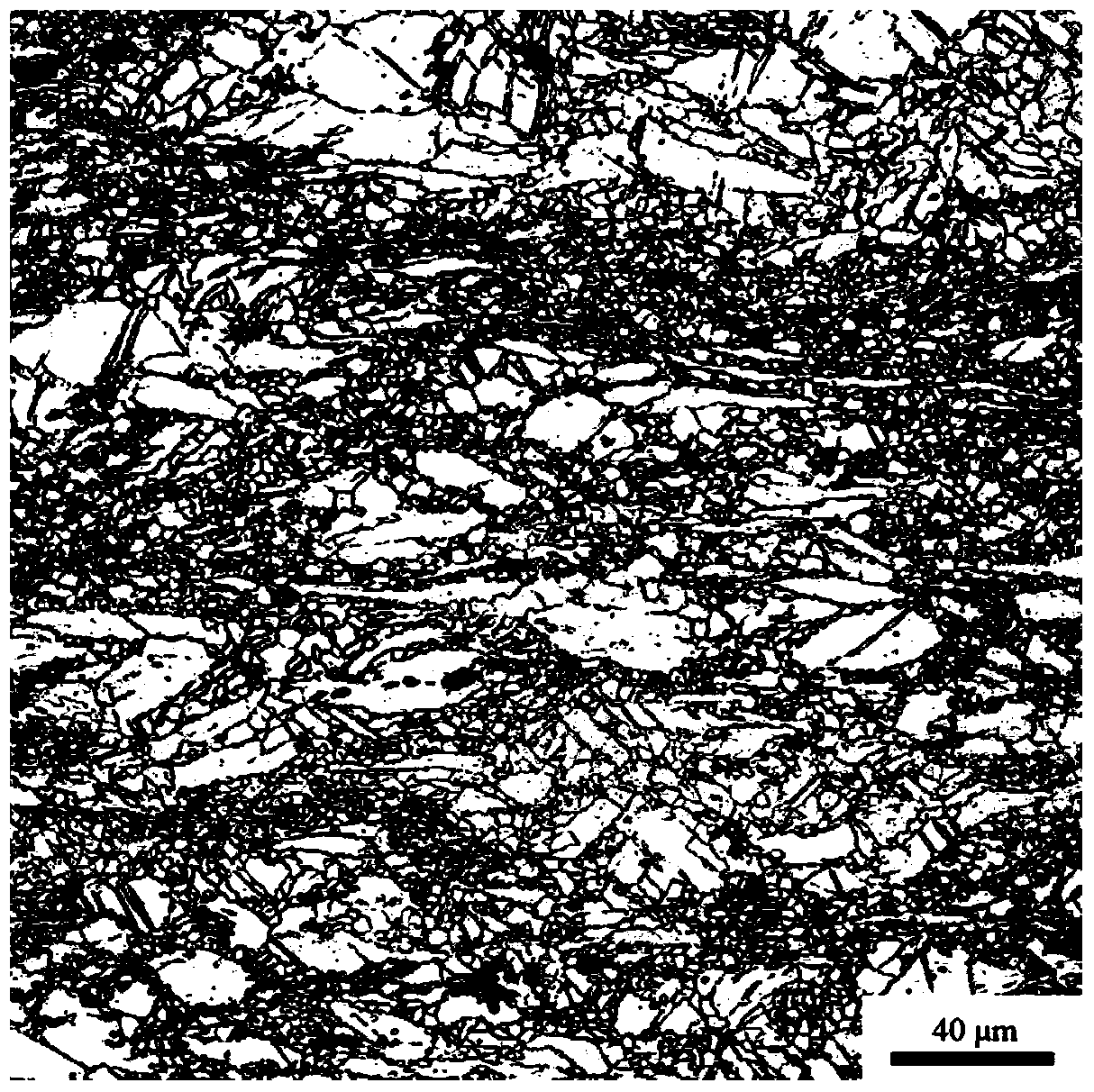
[0028] The microstructure of the plate after rolling can be seen in figure 1 ,from figure 1 It can be seen that the grains of the magnesium alloy high-speed rolled plate are relatively uniform and the grain size is relatively small. The main cause of grain refinement is the occurrence of ...
Embodiment 2
[0031] The plate used in this example is a hot-rolled AZ31 magnesium alloy plate, and the specific composition is: Al: 2.96wt.%, Zn: 0.94wt.%, and the balance is Mg. The sheet width is 90mm, the thickness is 6mm, and the length is 200mm. The rolling method is as follows:
[0032] (1) Put the plate into a resistance furnace and heat it to 350°C, and keep it warm for 30 minutes;
[0033] (2) Heating the surface of the roll to 350°C and keeping it warm for 10 minutes;
[0034] (3) Start rolling: the roll diameter is 0.3m, the roll speed is 30r / min, the rolling speed is 28.3m / min, and the reduction in a single pass is 60%. ℃, the holding time is 10min, and the plate with a thickness of 1mm is obtained after two passes of 60% reduction rolling;
[0035] (4) Air cooling after rolling.
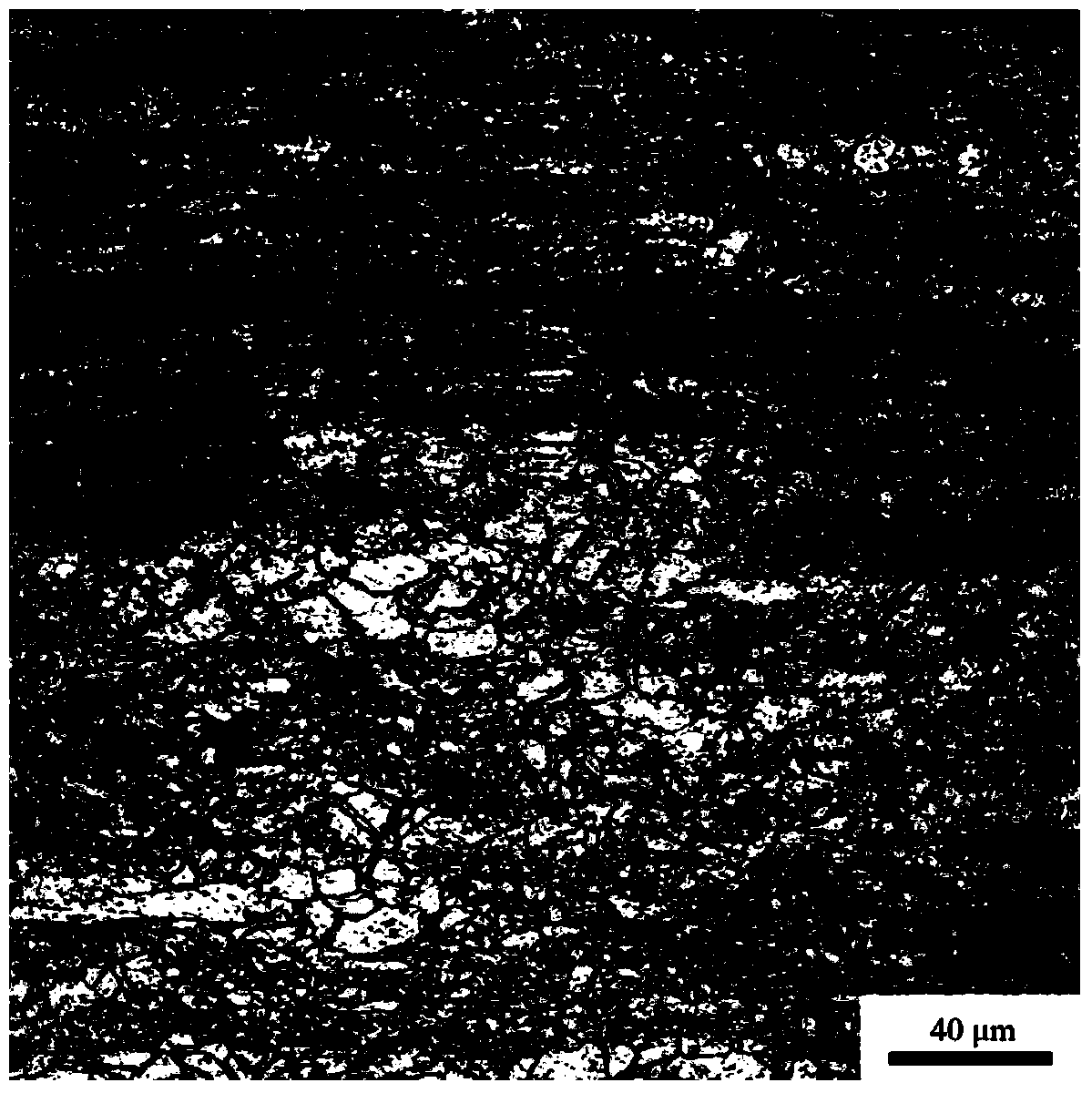
[0036] The microstructure of the plate after rolling can be seen in figure 2 , figure 2 The degree of material grain refinement relative to figure 1 It is more obvious, indicating that the r...
Embodiment 3
[0039] The plate used in this example is an AZ80 magnesium alloy hot-extruded plate, and the specific composition is: Al: 7.94wt.%, Zn: 0.46wt.%, and the balance is Mg. The sheet width is 55mm, the thickness is 3mm, and the length is 80mm. The rolling method is as follows:
[0040] (1) Put the board into a resistance furnace and heat it to 475°C, and keep it warm for 15 minutes;
[0041] (2) Heating the surface of the roll to 330°C and keeping it warm for 7 minutes;
[0042] (3) Start rolling: roll diameter 0.13m, roll speed 30r / min, rolling speed 12.2m / min, single pass reduction is 70%, rolling one pass to obtain a plate with a thickness of 0.9mm;
[0043] (4) Air cooling after rolling.
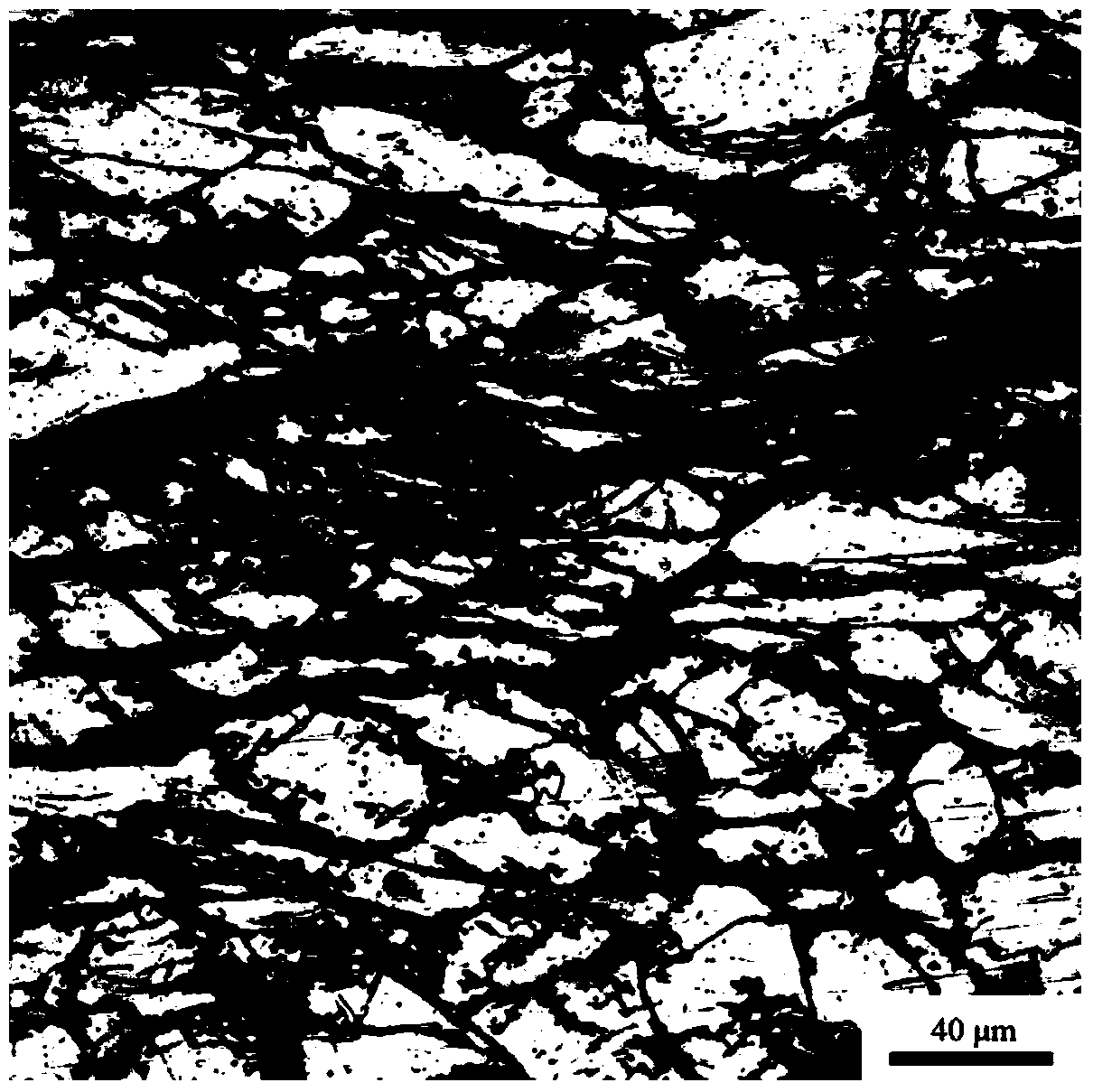
[0044] The microstructure of the plate after rolling can be seen in image 3 After high-speed and large-deformation rolling, the material partially recrystallizes. Since the increase of Al element inhibits the recrystallization growth, the recrystallization grain size is controlled at <2...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More