

Welding with trailing peening stress eliminating method of large nuclear power steel structure
A steel structure and stress relief technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve the problems of many safety hazards, long processing time, and affecting the service of steel structures, so as to improve the bearing capacity of weld seams and improve welding efficiency. The efficiency and the effect of reducing residual stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
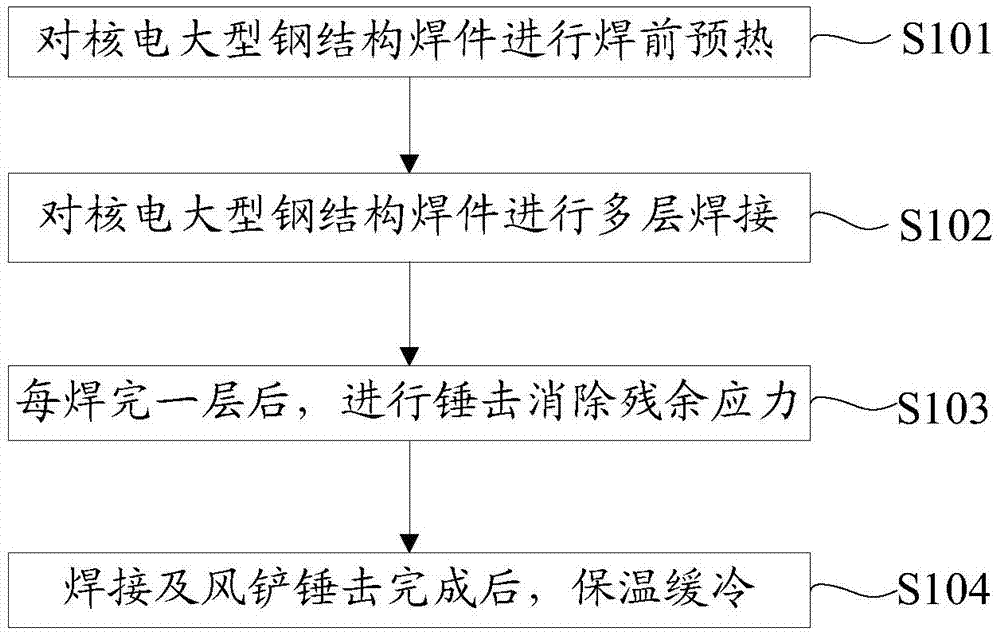
[0026] Please refer to figure 1 , for the large-scale steel structure welding of nuclear power conventional islands, the present invention provides a kind of stress-relief method for large-scale nuclear power steel structure with welding hammering:
[0027] S101. Preheating the large steel structure weldments of nuclear power plants before welding;
[0028] The base material used in the nuclear power conventional island plant structure is Q345B steel with a thickness of 40mm, and the CHW-50C6 welding wire with a diameter of 1.2mm is used as the filler material for welding.
[0029] Before welding, the steel weldment is preheated by a flame gun. The preheating temperature is in the range of 100°C to 250°C. Good preheating can improve welding efficiency and welding effect. At the same time, the temperature of the weldment is monitored by an infrared thermometer.
[0030] S102, performing multi-layer welding on large nuclear power steel structure weldments;
[0031] The welder...
Embodiment 2
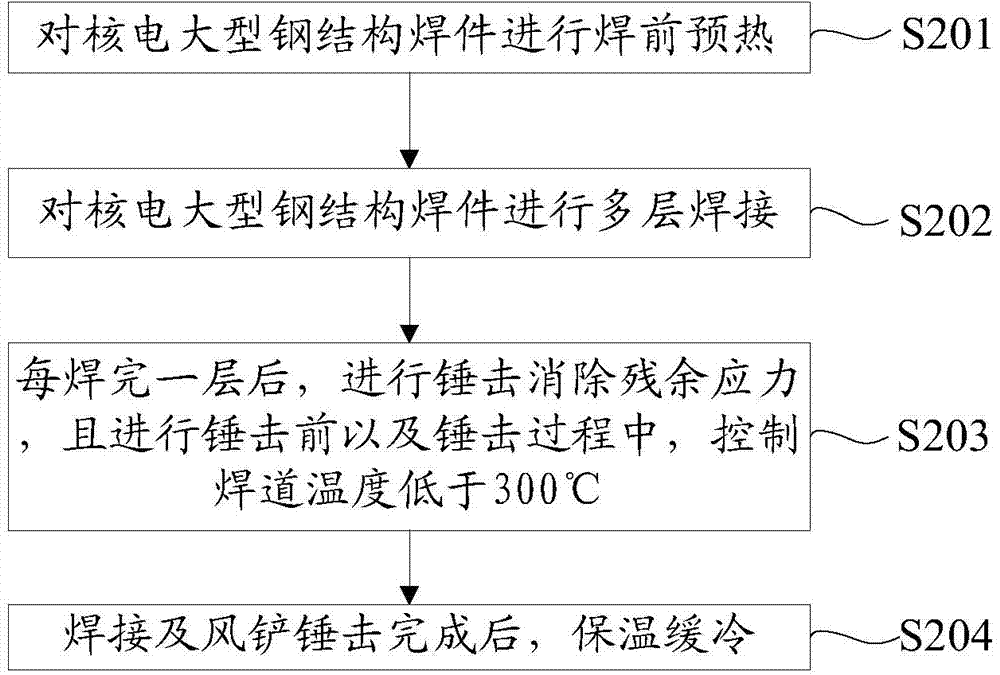
[0039] Please refer to figure 2 , this embodiment limits the hammering temperature of the wind shovel on the basis of the first embodiment.
[0040] S201, performing pre-welding preheating on the large steel structure weldments of nuclear power plants;
[0041] S202, performing multi-layer welding on large nuclear power steel structure weldments;
[0042] S203. After each layer is welded, perform hammering to eliminate residual stress, and before and during hammering, control the temperature of the weld bead to be lower than 300°C.
[0043] After welding one layer each time, let it cool naturally, and monitor the temperature through an infrared thermometer. When the temperature of the weld bead is lower than 300° C., use an air shovel to hammer the weld seam and fusion line to relieve stress, and the hammering method and working conditions are consistent with those in Example 1. During the whole process of air shovel hammering, the weld bead is monitored by an infrared the...
Embodiment 3
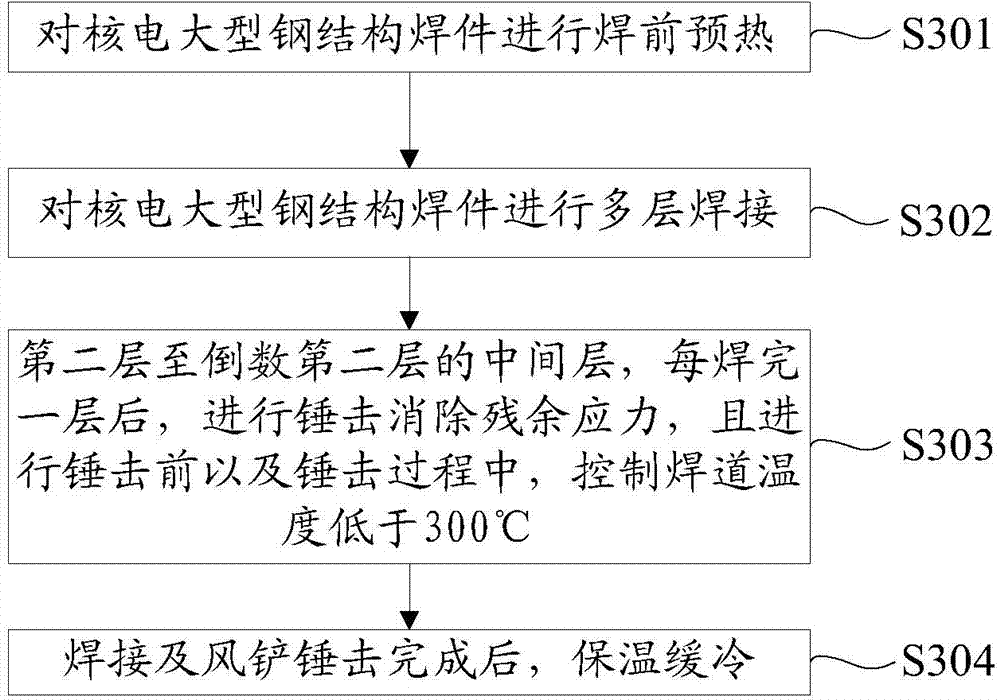
[0046] Please refer to image 3 1. In this embodiment, on the basis of the second embodiment, the hammering of the wind shovel is further limited.
[0047] S301. Preheating the large-scale steel structure weldments of nuclear power plants before welding;
[0048] S302. Multi-layer welding of large nuclear power steel structure weldments;
[0049] S303. For the middle layer from the second layer to the penultimate layer, after each layer is welded, perform hammering to eliminate residual stress, and before hammering and during hammering, control the temperature of the weld bead to be lower than 300°C;
[0050] The first layer of multi-layer welding (that is, the bottom layer) is not hammered with a wind shovel because the weld seam is too thin, and the root is prone to cracking due to hammering, which affects the subsequent quality; the last layer of multi-layer welding (that is, the cover layer) ) is not to be hammered by the air shovel to ensure the beauty of the welding an...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More