

Ultra-low carbon oriented silicon steel and preparation method thereof
An oriented silicon steel, ultra-low carbon technology, applied in the field of metallurgy, can solve the problems of complex process, high cost, unsatisfactory performance, etc., to achieve uniform distribution, good performance, and improve the degree of orientation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
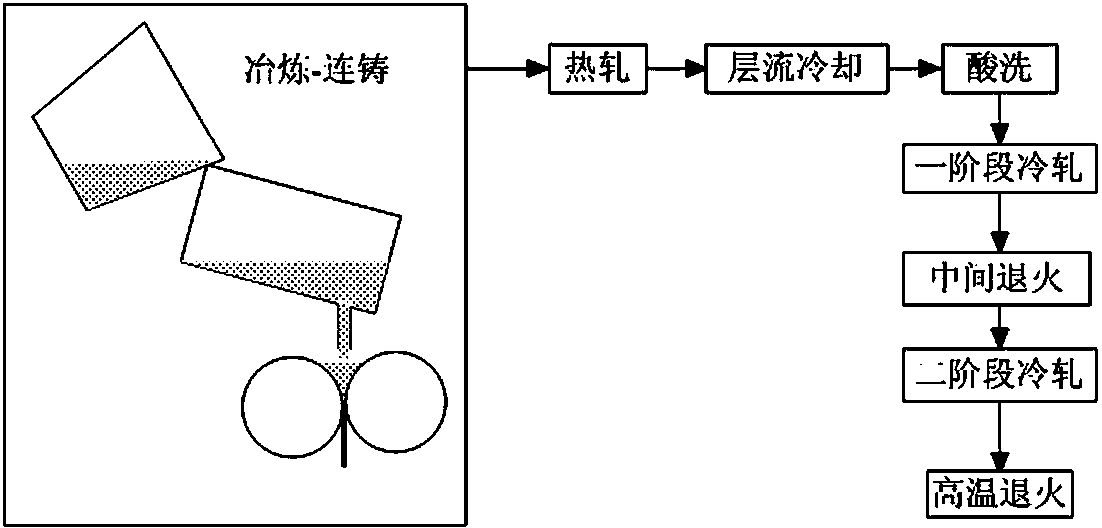
[0033] The molten steel is smelted according to the set composition, and then enters the preheated tundish through the gate. At this time, the preheating temperature of the tundish is 1200~1250°C. The molten steel enters the thin strip continuous casting machine through the tundish, and is cast and rolled into a 2.05mm thick Cast strip; during the casting and rolling process, the superheat of molten steel is controlled at 20°C; the metallographic microstructure of the cast strip is as follows: figure 2 shown;
[0034] The cast strip is hot-rolled, the starting rolling temperature is 980°C, the final rolling temperature is 880°C, and the total reduction is 15%, to obtain a hot-rolled strip;
[0035] The hot-rolled strip is laminarly cooled, then pickled to remove the iron scale, and then two-stage cold rolling; the first-stage cold rolling reduction rate is 60%, and the intermediate annealing is performed after the first-stage cold rolling. The annealing temperature is 850 ° C...
Embodiment 2
[0038] The molten steel is smelted according to the set composition, and then enters the preheated tundish through the gate. At this time, the preheating temperature of the tundish is 1200~1250°C. The molten steel enters the thin strip continuous casting machine through the tundish, and is cast and rolled into a 2.31mm thick Cast strip; during the casting and rolling process, the superheat of the molten steel is controlled to be 30°C;
[0039] The cast strip is hot-rolled, the starting rolling temperature is 1030°C, the final rolling temperature is 950°C, the total reduction is 10%, and the hot-rolled strip is obtained; the hot-rolled strip is laminarly cooled, then pickled to remove the iron scale, and then Carry out two-stage cold rolling; the reduction rate of the first-stage cold rolling is 70%, and the intermediate annealing is carried out after the first-stage cold rolling. , made into a cold-rolled strip with a thickness of 0.27mm;
[0040] Under the condition of nitro...
Embodiment 3
[0043] The molten steel is smelted according to the set composition, and then enters the preheated tundish through the gate. At this time, the preheating temperature of the tundish is 1200~1250°C. The molten steel enters the thin strip continuous casting machine through the tundish, and is cast and rolled into a 2.41mm thick Cast strip; during the casting and rolling process, the superheat of molten steel is controlled to 40°C;
[0044] The cast strip is hot-rolled, the starting rolling temperature is 1000°C, the final rolling temperature is 900°C, and the total reduction is 11%, to obtain a hot-rolled strip;
[0045] The hot-rolled strip is laminarly cooled, then pickled to remove the scale, and then two-stage cold rolling; the first-stage cold rolling reduction rate is 65%, and the first-stage cold rolling is followed by intermediate annealing. The annealing temperature is 950 ° C, and the annealing time is 4min; then carry out two-stage cold rolling, the reduction rate is 8...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More