

Method for increasing production of propylene and aromatics using moving bed technology
A moving bed and propylene technology, which is applied in the production of bulk chemicals and the production of hydrocarbons from oxygen-containing organic compounds. It can solve the problems that the yield of propylene and aromatics is not easy to control, and achieve the effect of high product benefit, high activity, and flexible adjustment.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
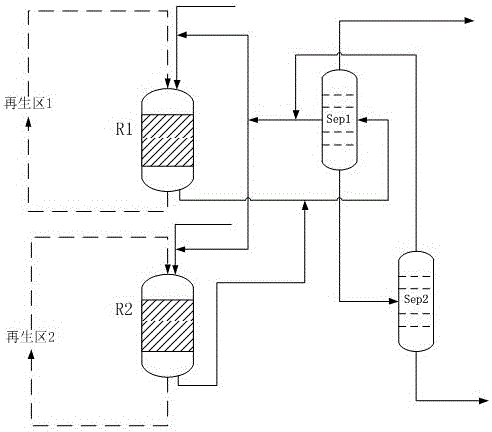
[0061] according to figure 1 Shown technological process, concrete implementation process is as follows:
[0062] 1) The raw material methanol and water vapor are preheated and enter the first reaction zone to contact with ZSM-5 molecular sieves. The mass ratio of methanol to water is 1:10, the reaction temperature is controlled at 420°C, the reaction pressure is 0.4Mpa, and the weight hourly space velocity for 6h -1 , ZSM-5 molecular sieve catalyst stays in the pre-reaction zone for 70h, at this time the conversion rate of methanol and dimethyl ether is 100%.
[0063] The first reaction zone is a moving bed reactor;
[0064] 2) The raw material methanol and water vapor enter the second reaction zone and contact with Zn-ZSM-5 for aromatization reaction. The controlled reaction conditions are temperature 440°C, pressure 0.3Mpa, methanol weight hourly space velocity is 7h -1 , Zn-ZSM-5 molecular sieve catalyst stays in the second reaction zone for 60h, at this time the aromat...
Embodiment 2
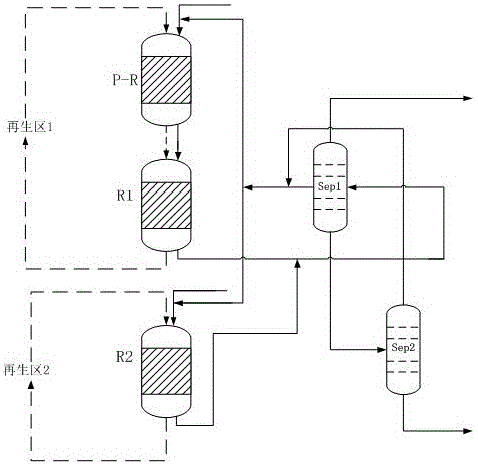
[0070] according to figure 2 Shown technological process, concrete implementation process is as follows:
[0071] 1) The raw material methanol and water vapor are preheated and then enter the pre-reaction zone to contact with ZSM-5 molecular sieves. The mass ratio of methanol to water is 1:1. The controlled reaction conditions are temperature 300°C, pressure 0.5MPa, methanol weight hourly space velocity for 6h -1 , ZSM-5 molecular sieve catalyst stays in the pre-reaction zone for 70h, at this time the conversion rate of methanol in the pre-reaction zone is 85%, and the selectivity of dimethyl ether is 100%.
[0072] The pre-reaction zone is a moving bed reactor;
[0073] 2) The reaction product dimethyl ether in the pre-reaction zone enters the first reaction zone with unreacted methanol and water to contact and react with ZSM-5 molecular sieve. The reaction temperature is controlled at 420°C, the reaction pressure is 0.4Mpa, and the weight hourly space velocity is 6h -1 ,...
Embodiment 3
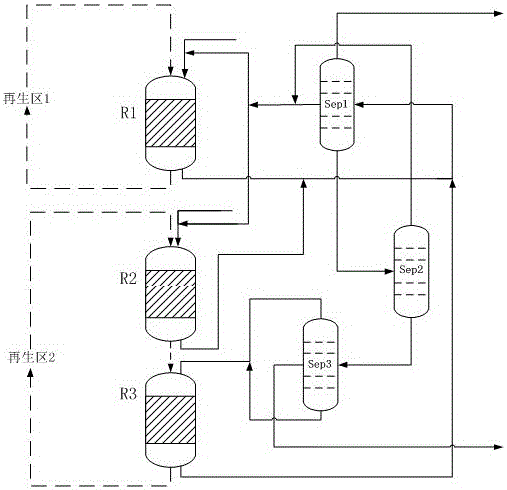
[0081] according to image 3 Shown technological process, concrete implementation process is as follows:
[0082] 1) The raw material methanol and water vapor are preheated and enter the first reaction zone to contact with ZSM-5 molecular sieves. The mass ratio of methanol to water is 1:10, the reaction temperature is controlled at 420°C, the reaction pressure is 0.4Mpa, and the weight hourly space velocity for 6h -1 , ZSM-5 molecular sieve catalyst stays in the pre-reaction zone for 70h, at this time the conversion rate of methanol and dimethyl ether is 100%.
[0083] The first reaction zone is a moving bed reactor;
[0084] 2) The raw material methanol and water vapor enter the second reaction zone and contact with Zn-ZSM-5 for aromatization reaction. The controlled reaction conditions are temperature 440°C, pressure 0.3Mpa, methanol weight hourly space velocity is 7h -1 , Zn-ZSM-5 molecular sieve catalyst stays in the second reaction zone for 60h, at this time the aromat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More