

Injection molding anisotropic bone substitute composite material and preparation method thereof
A composite material and injection molding technology, applied in medical science, prosthesis, etc., can solve problems such as limited effects, and achieve the effect of improving tensile properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] (1) Preparation of pure HDPE extruded pellets: put pure HDPE in a twin-screw extruder to melt and extrude, and the extruder conveys the compression section, and the temperatures of the melting section and the metering section are set to 170°C and 200°C, respectively. 190°C, the speed of the main engine is set at 120 rpm, and the speed of the feeding screw is 4 rpm, then the extruded product is forced to cool and pelletized, and dried at 90°C for 10 hours until the water content is not higher than 0.01% of its own weight;
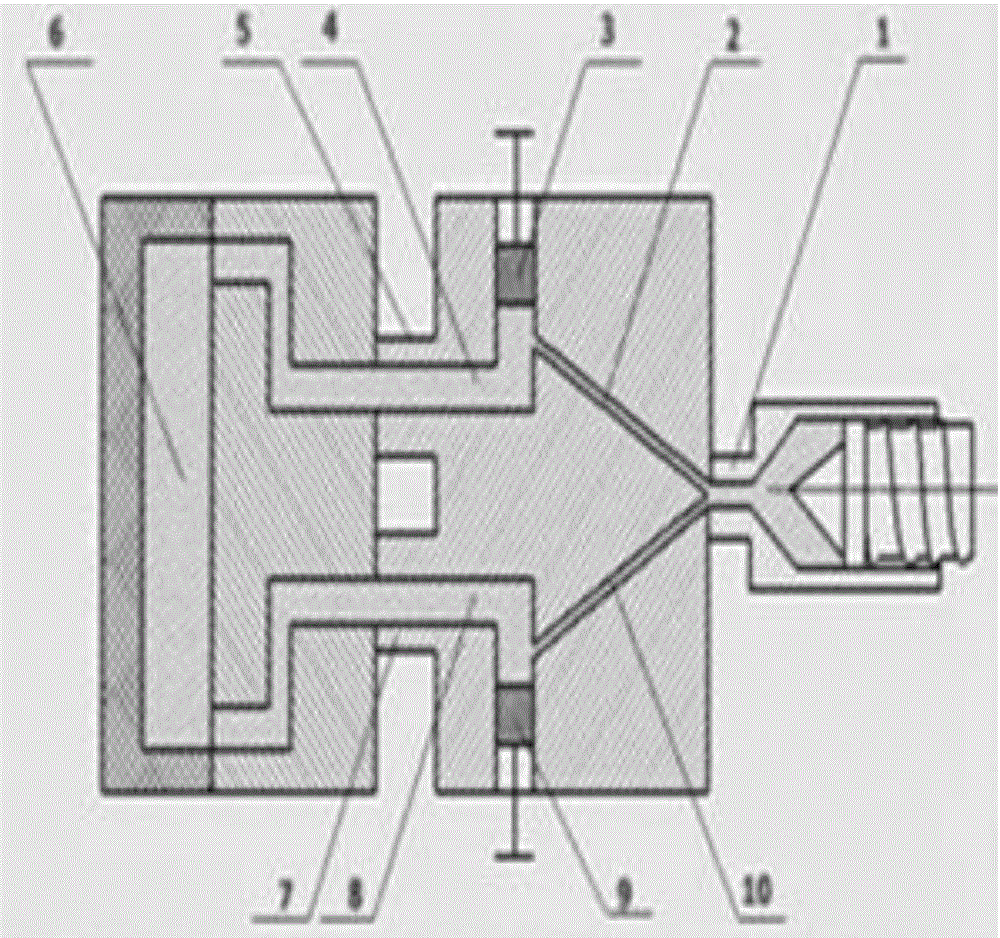
[0034] (2) Vibration injection molding: Vibration injection molding is performed on the above-mentioned dried extruded pellets. The barrel and nozzle temperatures of the injection molding machine are set at 180°C and 190°C respectively, the temperature of the hot runner is set at 180°C, and the mold temperature is set at 180°C. It is set at 30°C, and the holding pressures of the three stages are set at 0, 25, and 35 MPa respectively.
Embodiment 2
[0036] (1) Preparation of 5wt% HA / HDPE mechanical mixture: 5% HA and 95% HDPE were mechanically mixed with a high mixer for 20 minutes to make them evenly mixed.
[0037] (2) Preparation of 5wt% HA / HDPE melt mixture: the above mixture is placed in a twin-screw extruder for melt extrusion, and the extruder conveys the compression section, and the temperatures of the melting section and the metering section are respectively set to 170°C and 200°C, 190°C, the speed of the main engine is set at 120 rpm, and the speed of the feeding screw is 4 rpm, then the mixture is forced to cool and granulate, and dried under vacuum at 90°C until the water content is not higher than its own weight. 0.01% made extruded material;
[0038] (3) Vibration injection molding: Vibration injection molding is performed on the above dried extruded pellets. The barrel and nozzle temperatures of the injection molding machine were set to 170°C and 180°C respectively, the temperature of the hot runner was se...
Embodiment 3
[0040] (1) Preparation of 10wt% HA / HDPE mechanical mixture: 10% HA and 90% HDPE were mechanically mixed with a high mixer for 20 minutes to make them evenly mixed.
[0041] (2) Preparation of 10wt% HA / HDPE melt mixture: the above mixture is placed in a twin-screw extruder for melt extrusion, and the extruder conveys the compression section, and the temperatures of the melting section and the metering section are respectively set to 170°C and 200°C, 190°C, the speed of the main engine is set at 120 rpm, and the speed of the feeding screw is 4 rpm, then the mixture is forced to cool and granulate, and dried under vacuum at 90°C until the water content is not higher than 0.01 of its own weight % obtained extruded material;
[0042] (3) Vibration injection molding: Vibration injection molding is performed on the above dried extruded pellets. The barrel and nozzle temperatures of the injection molding machine were set to 180°C and 180°C respectively, the temperature of the hot run...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| bending strength | aaaaa | aaaaa |
| impact strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More