

Copper-based memory alloy mended and patched pipe as well as preparation method, mending and patching method and application thereof
A technology of memory alloy and subsidized pipe, which is applied in the direction of earthwork drilling and production, wellbore/well parts, etc., can solve the problems of high cost, easy corrosion, poor thermoelastic phase transition performance, etc., and achieve low cost, simple and good subsidy process Effect of thermoelastic phase transition properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0078] Embodiment 1: the preparation of subsidy tube
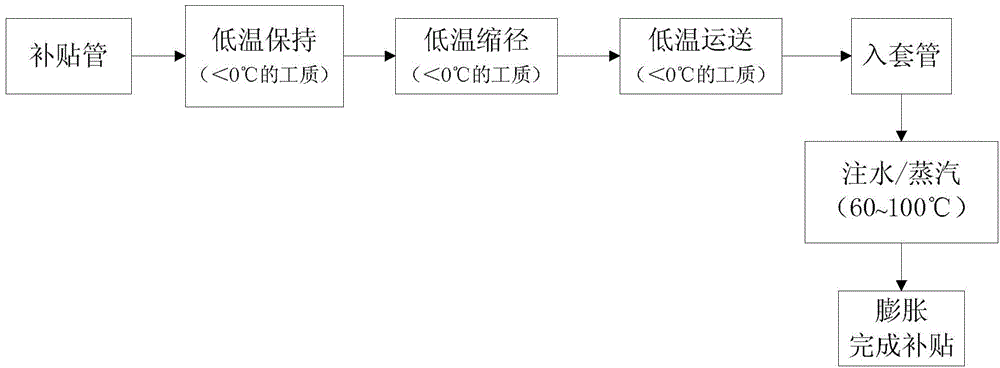
[0079] According to the winter construction conditions in Northeast and Northwest regions, the temperature Ms at which martensitic transformation begins is required to be -20 to -30°C.
[0080] (1) Design alloy composition
[0081] According to the formula Ms (°C)=635-43×Al (mass percentage)-302×Be (mass percentage)-18×Mn (mass percentage)-8×Ga (mass percentage), the mass percentage of each element is calculated as Al: 11%, Be: 0.45%, Mn: 3%, Ga: 0.5%, and the balance is Cu. The calculated Ms(°C) is -27.9°C, which is within the required range; the measured As is 10°C, and the Af is 20-30°C, and the estimated Ms(°C) is approximately -30°C.
[0082](2) According to the designed alloy composition, metal Cu, metal Al, metal Mn, metal Be and metal Ga are added to the argon melting furnace, first vacuumed to 4-5Pa and then filled with argon until the gauge pressure is -0.06MPa, and smelted After heat preservation, it is direc...
Embodiment 2
[0084] Embodiment 2: the preparation of subsidy tube
[0085] (1) The alloy composition is designed according to the formula, and the mass percentage of each element is Al: 10%, Be: 0.3%, Mn: 2%, Ga: 0.1%, and the balance is Cu.
[0086] (2) Add metal Cu, metal Al, metal Mn, metal Be and metal Ga into a vacuum melting furnace for vacuum melting according to the designed alloy composition. The vacuum degree is 5Pa, and the melting temperature is 1180°C. Cast in high-strength directional solidification equipment into an oxygen-free short thick ingot with a columnar crystal structure, with a diameter of 100mm and a length of about 50mm.
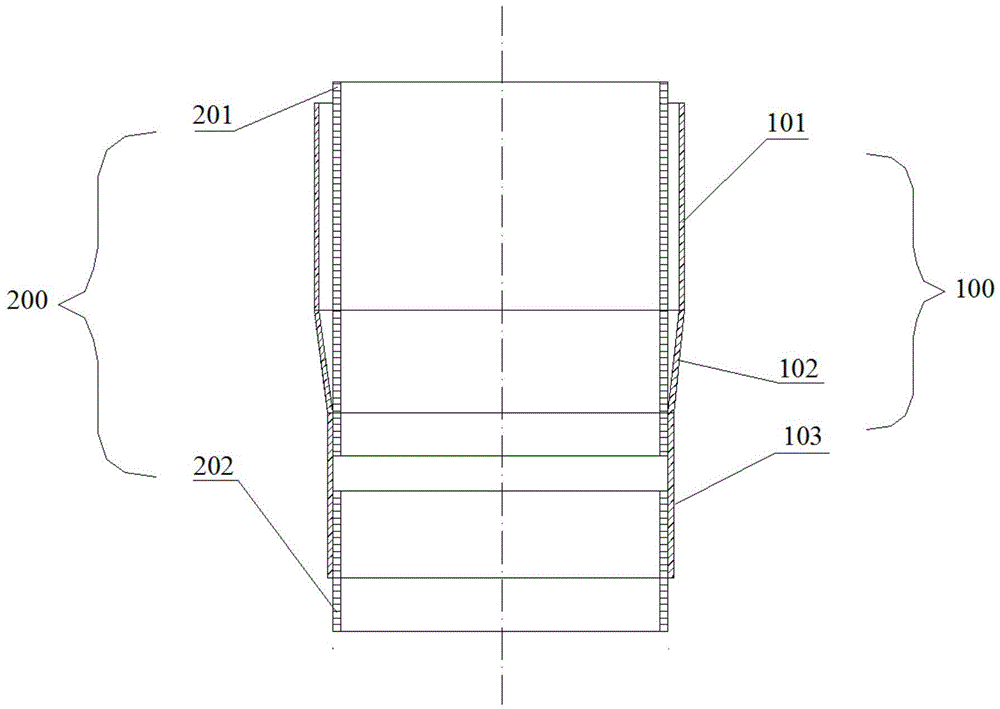
[0087] (3) Thermomechanical treatment: Homogenize the short and thick ingot obtained in step (2) at 840°C for 12 hours and then water-cool to homogenize the alloy composition; then clean it and forge it, the initial rolling temperature is 840°C, The termination temperature is 620°C, and the expansion assembly 100 is obtained; the expansion asse...
Embodiment 3
[0088] Embodiment 3: the preparation of subsidy tube
[0089] Step (1) Design the alloy composition, the mass percentage of each element is the same as in Example 1.
[0090] Adopt vacuum melting in step (2), its vacuum degree is 1Pa, and melting temperature is 1220 ℃, and other steps are all the same as in embodiment 1, and its diameter of obtained ingot is 200mm, is about 200mm long.
[0091] (3) Thermomechanical treatment: the homogenization temperature is 860°C, and the homogenization time is 24h; the initial rolling temperature of hot forging is 820°C, and the termination temperature is 600°C; the setting treatment temperature is 820°C, and the time is 1mm. ; Except that the vacancy treatment temperature is 100° C. and the time is 60 min, other steps are the same as in Example 1. The obtained subsidized pipe has a length of 1-1.3 m and an elastic deformation of 6%.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More