

Heat treatment technology of automobile outer joint bell-shaped shell
A bell-shaped shell and outer ball cage technology, applied in the field of mechanical processing, can solve the bell-shaped shell spline shank strength, impact resistance toughness and fatigue resistance, inner cavity surface hardness, wear resistance and contact fatigue limit, etc. problems, to achieve the effect of high contact fatigue limit, good wear resistance and convenient operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

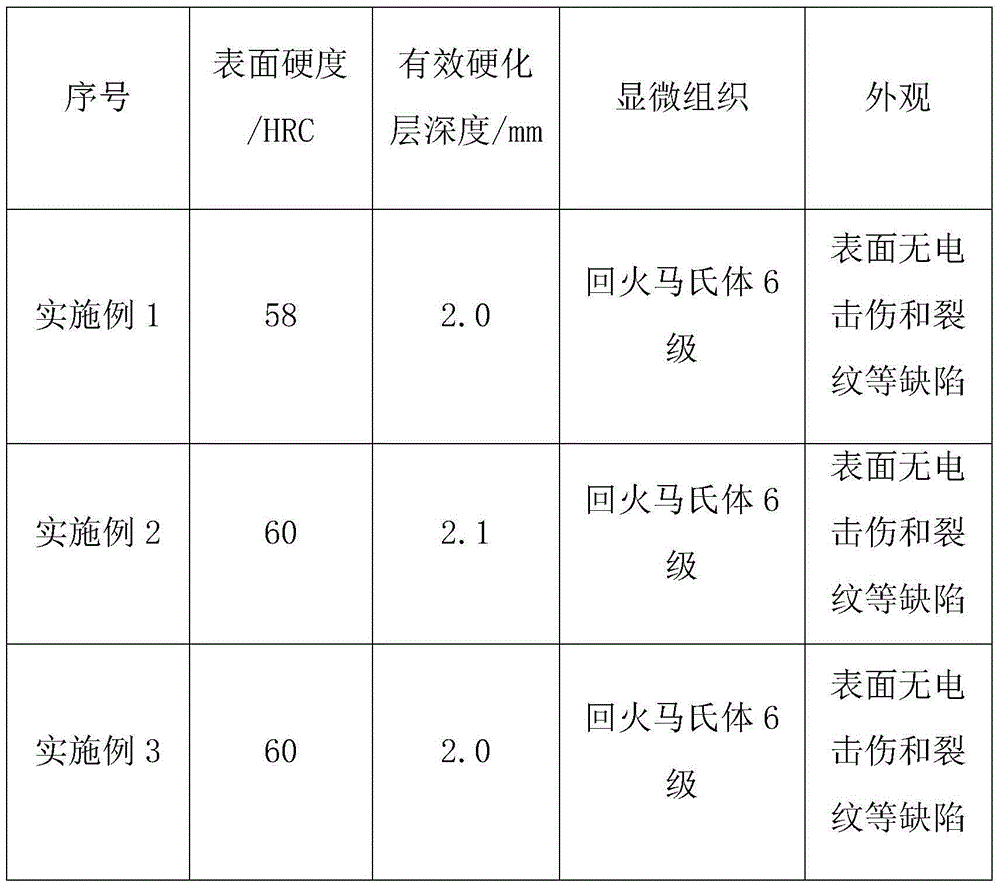
Examples
Embodiment 1
[0021] (1) Normalizing: send the forged bell-shaped shell into a heating furnace with a temperature of 845° C. for heating for 62 minutes, and oil cool to 25° C. after the heat preservation is completed;
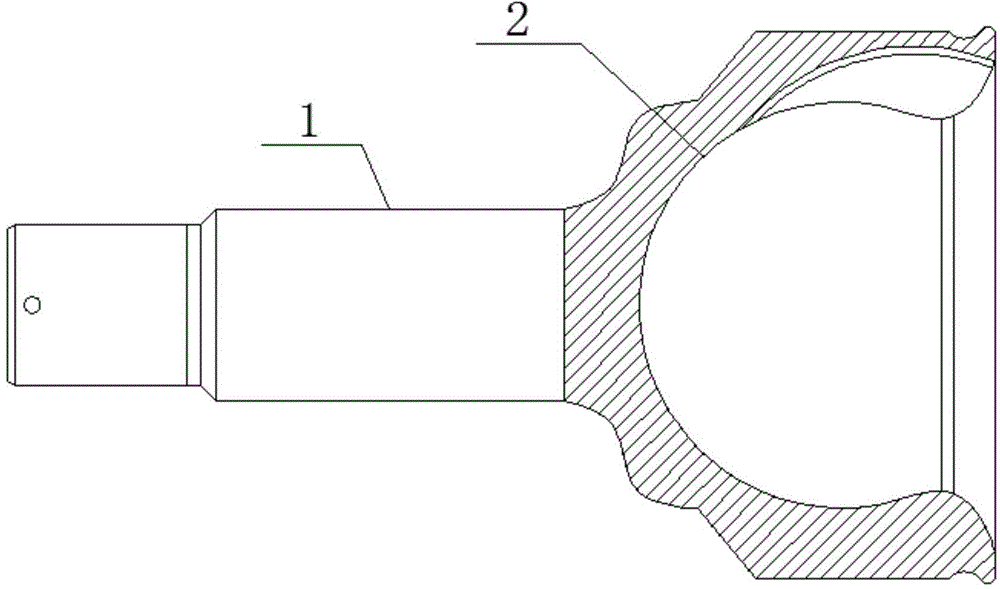
[0022] (2) Quenching: the cooled bell shell is installed in the GCK1030-10150 fully enclosed quenching machining center for intermediate frequency induction heating. The gap between the inductor of the quenching machine tool and the bell shell is 2mm, and the bell shell on the The quenching processes of the spline shank and the inner cavity are as follows: a. Spline shank: quenching power 110kW, induction frequency 9kHz, heating time 7s, cooling time 6s, quenching liquid temperature 22°C, quenching liquid injection pressure 0.27MPa; b , Inner cavity: quenching power 198kW, induction frequency 9kHz, heating time 6s, cooling time 6s, quenching liquid temperature 20°C, quenching liquid injection pressure 0.27MPa;
[0023] (3) Tempering: After quenching, put the bell-shaped shel...
Embodiment 2
[0025] (1) Normalizing: send the forged bell-shaped shell into a heating furnace with a temperature of 850° C. for heating for 65 minutes, and oil cool to 30° C. after the heat preservation is completed;
[0026] (2) Quenching: the cooled bell shell is installed in the GCK1030-10150 fully enclosed quenching machining center for intermediate frequency induction heating. The gap between the inductor of the quenching machine tool and the bell shell is 2mm, and the bell shell on the The quenching processes of the spline shank and the inner cavity are as follows: a. Spline shank: quenching power 112kW, induction frequency 9kHz, heating time 7s, cooling time 7s, quenching liquid temperature 25°C, quenching liquid injection pressure 0.28MPa; b , Inner cavity: quenching power 200kW, induction frequency 9kHz, heating time 7s, cooling time 6s, quenching liquid temperature 25°C, quenching liquid injection pressure 0.29MPa;
[0027] (3) Tempering: After quenching, put the bell-shaped shel...
Embodiment 3
[0029] (1) Normalizing: the forged bell-shaped shell is sent into a heating furnace with a temperature of 860°C for heating for 68 minutes, and the oil is cooled to 35°C after the heat preservation is completed;
[0030] (2) Quenching: the cooled bell shell is installed in the GCK1030-10150 fully enclosed quenching machining center for intermediate frequency induction heating. The gap between the inductor of the quenching machine tool and the bell shell is 3mm. The quenching processes of the spline shank and the inner cavity are as follows: a. Spline shank: quenching power 120kW, induction frequency 10kHz, heating time 6s, cooling time 7s, quenching liquid temperature 35°C, quenching liquid injection pressure 0.35MPa; b , Inner cavity: quenching power 205kW, induction frequency 10kHz, heating time 7s, cooling time 7s, quenching liquid temperature 35°C, quenching liquid injection pressure 0.35MPa;
[0031] (3) Tempering: After quenching, put the bell-shaped shell into a heat tr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More