

Water-cooled hub mold
A hub mold and mold technology, applied in the field of mechanical casting, can solve problems such as low production efficiency, slow cooling speed, and difficult cooling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
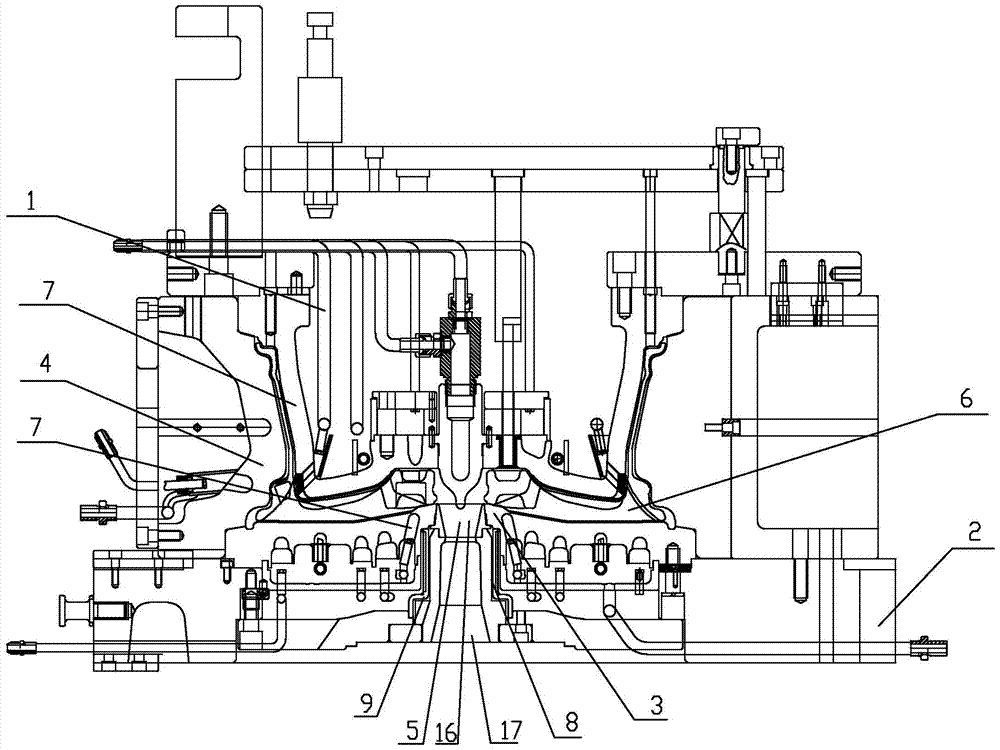
[0020] As shown in the figure, the present invention provides a water-cooled hub mold, including an upper mold 1, a lower mold 3, a side mold 4, a base 2, a sprue 5, a product 6 and a high-pressure water cooling device, the upper mold 1, the lower mold 3 and the side mold 4 are combined to form the casting cavity of the wheel hub to be cast, the lower mold 3 and the side mold 4 are fixed on the base 2, and the high-pressure water cooling device includes the upper end, the lower end and the side surface of the product 6 The cooling pipeline 7, the pouring port 5 is located at the bottom of the lower mold 3, and a heat preservation device for insulating the pouring port 5 is provided between the side of the pouring port 5 and the lower mold 3, and the heat preservation device refers to The lower mold 3 is provided with an annular groove 8 surroun...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More