

Composite squeeze casting method for magnesium alloy special-shaped parts
A technology of composite extrusion and extrusion casting machine, which is applied in the field of composite extrusion casting of magnesium alloy special-shaped parts, and can solve the problems of low production efficiency, incapable of heat treatment of die castings, and shrinkage porosity.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0074] The present invention will be further described below in conjunction with accompanying drawing:
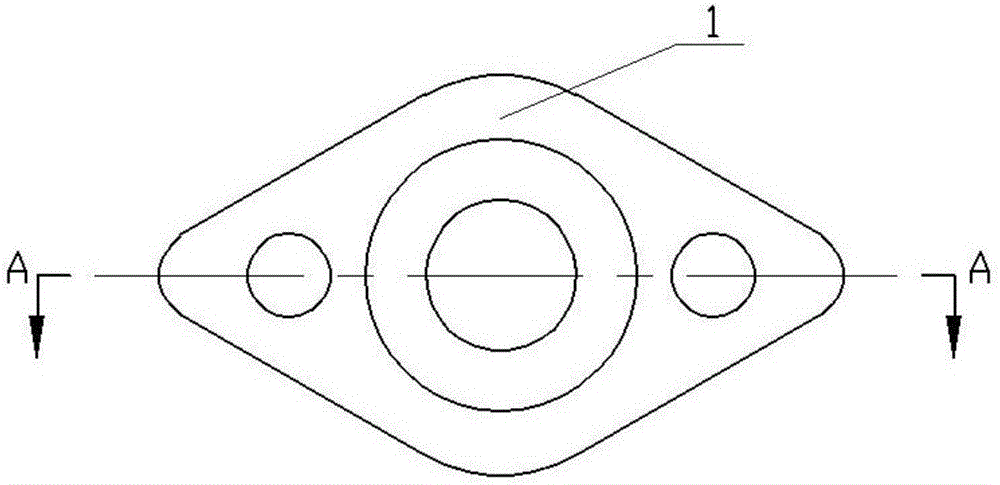
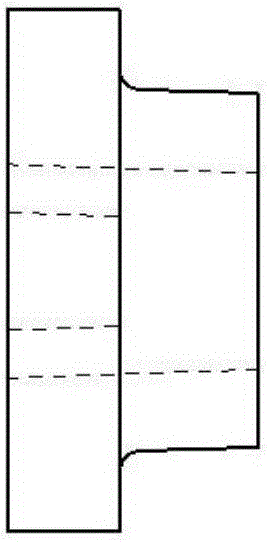
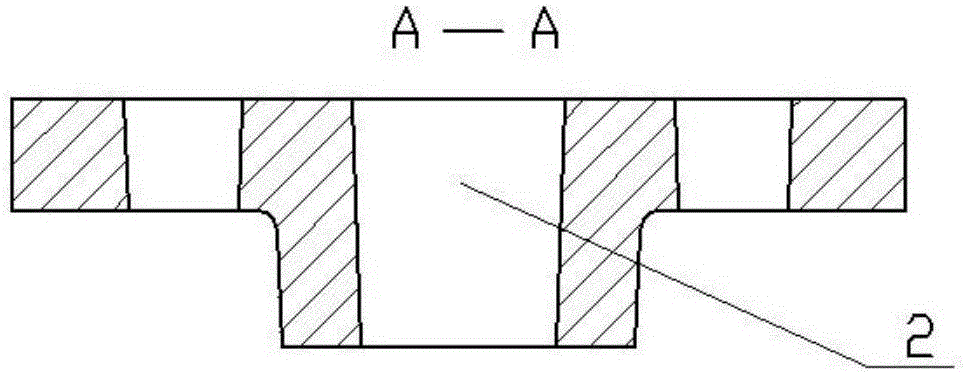
[0075] figure 1 , 2 , Shown in 3, is the structure drawing of magnesium alloy special-shaped parts, and part 1 has circular hole 2 in the middle part, and both sides also have circular hole.
[0076] Figure 4 , 5 , Shown in 6, 7, 8, and 9 are structural diagrams of a compound extrusion casting mold, and the mold is composed of a die 4, a punch 3 and a compound extrusion device;
[0077] Die 4 is connected with punch frame 17 by left guide post 15, right guide post 16;
[0078] The punch 3 is fixedly connected with the punch frame 17, the mold frame 9, and the punch plate 6, the punch 3 is fixed on the punch frame 17, the punch frame 17, the mold frame 9, and the punch plate 6 are fixed by bolts 19 and pin shafts 20 ;
[0079] The composite extrusion device is composed of a push plate 10, a left connecting guide post 13, a right connecting guide post 14, an upper ejec...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More