

Centrifugal casting duplex-metal composite ring part hot extend-rolling forming technology
A centrifugal casting and forming process technology, applied in metal rolling and other directions, can solve the problems of poor contact surface quality, large equipment investment, material waste, etc., and achieve the effect of good surface quality, accurate external dimensions, and shortened process flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
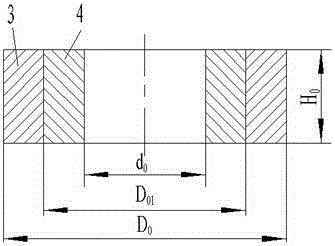
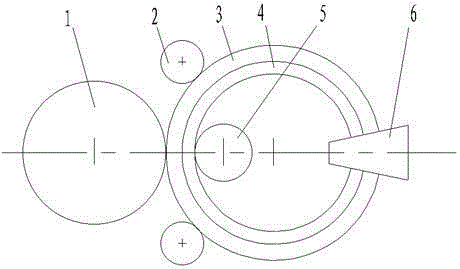
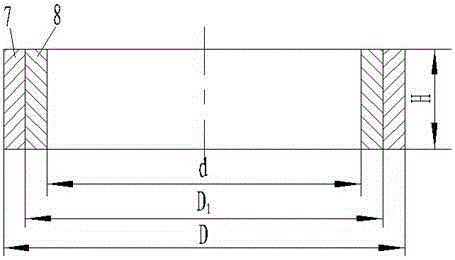
[0016] Such as Figure 1~Figure 3 As shown, a kind of centrifugal casting bimetallic composite ring hot rolling and expanding forming process described in the present invention is carried out on a radial axial ring rolling machine. The outer layer material of the bimetallic composite ring blank is 40Cr steel, and the inner layer material is It is Q345B steel; the outer diameter of the ring billet is D 0 =1500mm, ring blank inner diameter d 0 =1295mm, ring blank height H 0 =92.5mm, the diameter of the joint surface of the inner and outer layers D 01 =1450mm; the size of the bimetallic composite ring after hot rolling and expanding is: the outer diameter of the ring D=1855mm, the inner diameter of the ring d=1708mm, the height of the ring H=92mm, the diameter of the joint surface of the inner and outer layers D 1 =1815mm; The process steps of hot rolling and expanding are:
[0017] (1) if figure 1 As shown, the bimetal composite ring billet obtained by the centrifugal casti...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More