

Method for producing thin-specification and high-strength atmosphere corrosion resistance structural steel plate
A technology for atmospheric corrosion-resistant and structural steel plates, applied in the field of atmospheric corrosion-resistant steel plates for structures, can solve unseen problems and achieve the effects of easy welding, low yield ratio and stable production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
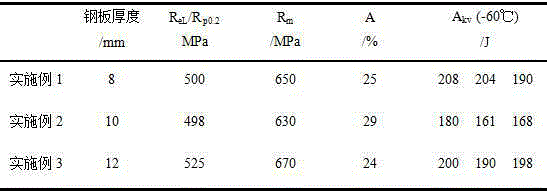
Embodiment 1
[0020] A method for producing thin-gauge high-strength atmospheric corrosion-resistant structural steel plates. The steel plates include the following components by weight percentage: C: 0.08%, Si: 0.45%, Mn: 1.10%, P: 0.020%, S: 0.0045%, Ni : 0.15%, Cr: 0.70%, Cu: 0.26%, Mo: 0.12%, Nb: 0.040%, V: 0.018%, RE: 0.020%, Ca: 0.0025%, Alt: 0.021%, O: 0.0010%, N : 0.0045%, H: 0.00015%, and the rest are iron and unavoidable impurities.
[0021] Production is carried out by using a double-frame plate production line, including converter or electric furnace smelting process, refining process outside the furnace, vacuum treatment process, continuous casting process, controlled rolling process and controlled cooling process. In the continuous casting slab heating process, the heating temperature of the continuous casting slab before rolling is 1240°C; in the controlled rolling process, the finish temperature of rough rolling is 1080°C, the thickness of the slab to be warmed is 29.95mm, t...
Embodiment 2
[0024] The steel plate includes the following components by weight percentage: C: 0.07%, Si: 0.30%, Mn: 1.35%, P: 0.015%, S: 0.0025%, Ni: 0.22%, Cr: 0.55%, Cu: 0.40%, Nb : 0.035%, Ti: 0.015%, Ca: 0.0015%, Alt: 0.020%, O: 0.0012%, N: 0.0040%, H: 0.00018%, and the rest are iron and unavoidable impurities.
[0025] Production is carried out by using a double-frame plate production line, including converter or electric furnace smelting process, refining process outside the furnace, vacuum treatment process, continuous casting process, controlled rolling process and controlled cooling process. In the continuous casting slab heating process, the heating temperature of the continuous casting slab before rolling is 1180°C; in the controlled rolling process, the finish temperature of rough rolling is 1030°C, the thickness of the slab to be warmed is 30.33mm, the finish rolling temperature is 835°C, and the finish rolling temperature is 835°C. The final pass reduction rate is 10%; in th...
Embodiment 3
[0027] The steel plate includes the following components by weight percentage: C: 0.06%, Si: 0.25%, Mn: 1.45%, P: 0.025%, S: 0.0018%, Ni: 0.18%, Cr: 0.50%, Cu: 0.32%, Nb : 0.025%, Ti: 0.020%, V: 0.015%, Ca: 0.0010%, Alt: 0.015%, O: 0.0010%, N: 0.0050%, H: 0.00015%, and the rest are iron and unavoidable impurities.
[0028] Production is carried out by using a double-frame plate production line, including converter or electric furnace smelting process, refining process outside the furnace, vacuum treatment process, continuous casting process, controlled rolling process and controlled cooling process. In the continuous casting slab heating process, the heating temperature of the continuous casting slab before rolling is 1200°C; in the controlled rolling process, the finishing temperature of rough rolling is 1050°C, the thickness of the slab to be warmed is 36mm, the finishing rolling temperature of finishing rolling is 840°C, and the finish rolling The pass reduction rate is 8.5...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More