Method of producing 3,4-epoxy-1-butylene
A technology of butene and epoxy, applied in the direction of organic chemistry, etc., can solve the problems of low conversion rate of raw materials, wasteful product yield, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

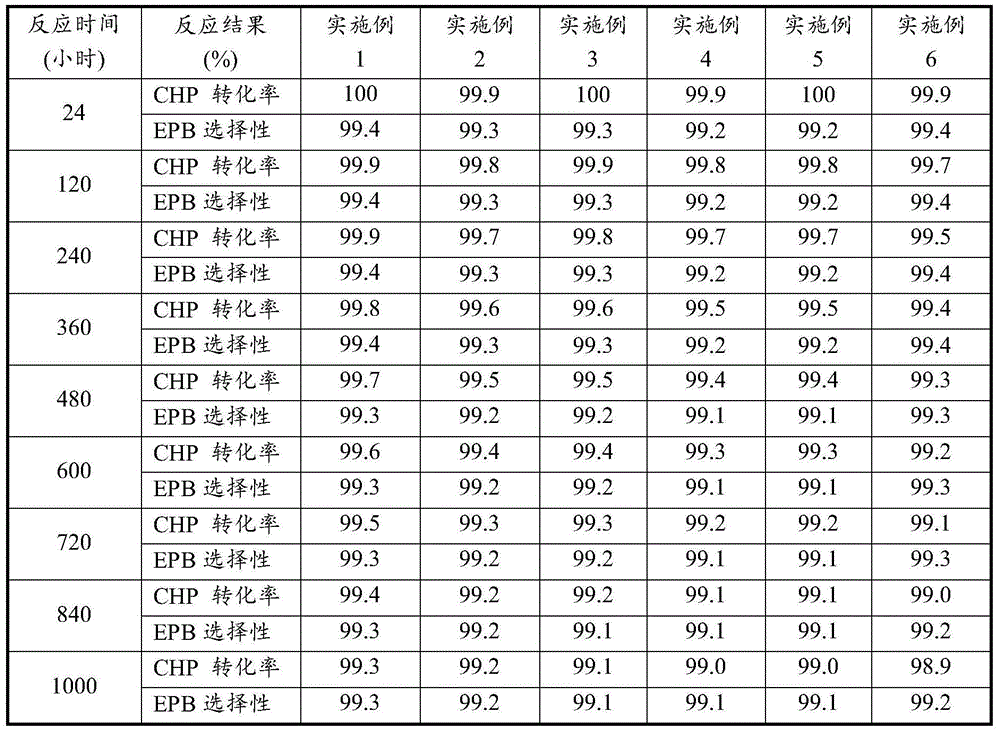
Examples
Embodiment 1
[0035] Under the condition of 105 DEG C and 0.4 MPa, and the volume content of tail oxygen is controlled to be less than 5%, the cumene and air are oxidized to obtain cumene hydroperoxide (CHP) oxidation solution with a weight concentration of 20-24%.
[0036] Wash the cumene hydroperoxide oxidation solution with an aqueous solution with a weight content of 2% NaOH, wherein the volume ratio of the oxidation solution to the alkali solution is 3:1, and remove the organic acid therein. Then wash the oxidizing solution with deionized water to remove the residual Na due to alkaline washing + , wherein the volume ratio of oxidizing solution to deionized water is 3:1. According to the needs of the epoxidation reaction, vacuum concentration is carried out to it, the concentration temperature is 75° C., and the cumene hydroperoxide concentration is obtained to be 50% by weight of the oxidation solution, and the residual water due to washing is also to a certain extent when concentratio...
Embodiment 2
[0041]Under the condition of 100 DEG C and 0.3 MPa, and the volume content of tail oxygen is controlled to be less than 5%, cumene and air are oxidized to obtain cumene hydroperoxide (CHP) oxidation solution with a weight concentration of 20-24%.
[0042] Using Na 2 CO 3 Wash the cumene hydroperoxide oxidation solution with an aqueous solution with a weight content of 5%, wherein the volume ratio of the oxidation solution to the alkali solution is 4:1, and remove the organic acid therein. Then wash the oxidizing solution with deionized water to remove the residual Na due to alkaline washing + , wherein the volume ratio of oxidizing solution to deionized water is 4:1. According to the needs of the epoxidation reaction, it is concentrated in vacuum, the concentration temperature is 70°C, and the cumene hydroperoxide concentration is obtained to be 40% by weight of the oxidation solution, and the residual water due to washing is also to a certain extent when the concentration i...
Embodiment 3
[0047] Under the conditions of 98° C. and 0.3 MPa and controlling the volume content of tail oxygen to be lower than 5%, the cumene and air are oxidized to obtain a cumene hydroperoxide (CHP) oxidation solution with a weight concentration of 20-24%.
[0048] Wash the cumene hydroperoxide oxidation solution with an aqueous solution with a weight content of 2% NaOH, wherein the volume ratio of the oxidation solution to the alkali solution is 3:1, and remove the organic acid therein. Then wash the oxidizing solution with deionized water to remove the residual Na due to alkaline washing + , wherein the volume ratio of oxidizing solution to deionized water is 4:1. According to the needs of the epoxidation reaction, vacuum enrichment is carried out to it, and the enrichment temperature is 80° C., and the cumene hydroperoxide concentration is obtained to be 60% by weight of the oxidized liquid. When enriching, the residual water due to washing is also to a certain extent above is re...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



