

Method for removing laser welding pores of medium-thick D406A ultra-high-strength steel
A technology of laser welding and ultra-high strength steel, used in laser welding equipment, welding equipment, metal processing equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0025] Specific implementation mode one: a kind of method of eliminating medium-thickness D406A ultra-high-strength steel laser welding porosity of the present embodiment, it is to carry out according to the following steps:
[0026] Step 1: Before welding, according to the thickness of the plate, process the parts to be welded into double-sided grooves, and grind or clean the processed double-sided grooves and the surfaces on both sides, and grind or clean the parts to be welded. The welding workpiece is fixed on the welding fixture;
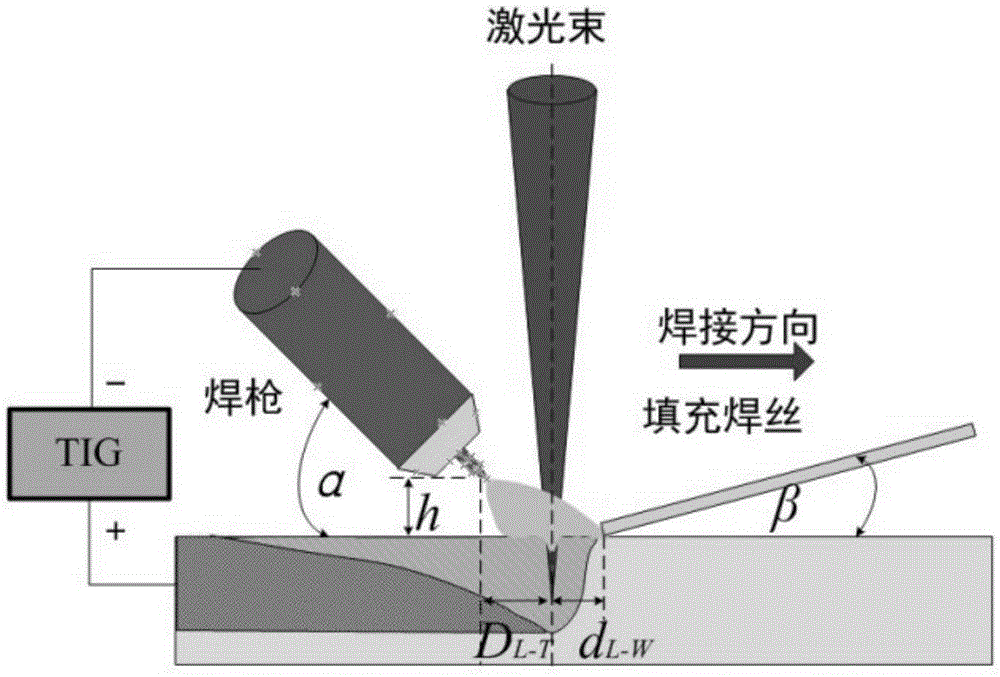
[0027] Step 2: Rigidly fix the laser head, the TIG welding torch and the wire feeding mechanism with the fixture;
[0028] Step 3: Set welding process parameters:
[0029] Bottom welding: the defocus amount is ﹣3~﹢3mm, the laser power is 3000~5000W, the arc current is 100~400A, the laser arc spacing is 5~6mm, the welding speed is 50~500mm / min, and the wire feeding speed is 1 ~2m / min; Ar gas is used as the protective gas, and the flow rate is ...
specific Embodiment approach 2
[0035] Embodiment 2: The difference between this embodiment and Embodiment 1 is that the double-sided grooves are double V-shaped grooves, double U-shaped grooves, double Y-shaped grooves or double U-shaped grooves with blunt sides. mouth. Others are the same as in the first embodiment.
specific Embodiment approach 3
[0036] Embodiment 3: The difference between this embodiment and Embodiment 1 is that the laser adopts CO 2 Gas laser, YAG solid-state laser or semiconductor laser. Others are the same as in the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More