

Method for controlling 16 Mn seamless steel tube blank heating
A seamless steel pipe, heating control technology, applied in the direction of heat treatment process control, heat treatment furnace, manufacturing tools, etc., can solve the problem of low performance index of 16Mn seamless steel pipe finished products, reduce oxidation and decarburization, strengthen heating, high The effect of productivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] The specific embodiment of the present invention is described below in conjunction with accompanying drawing:
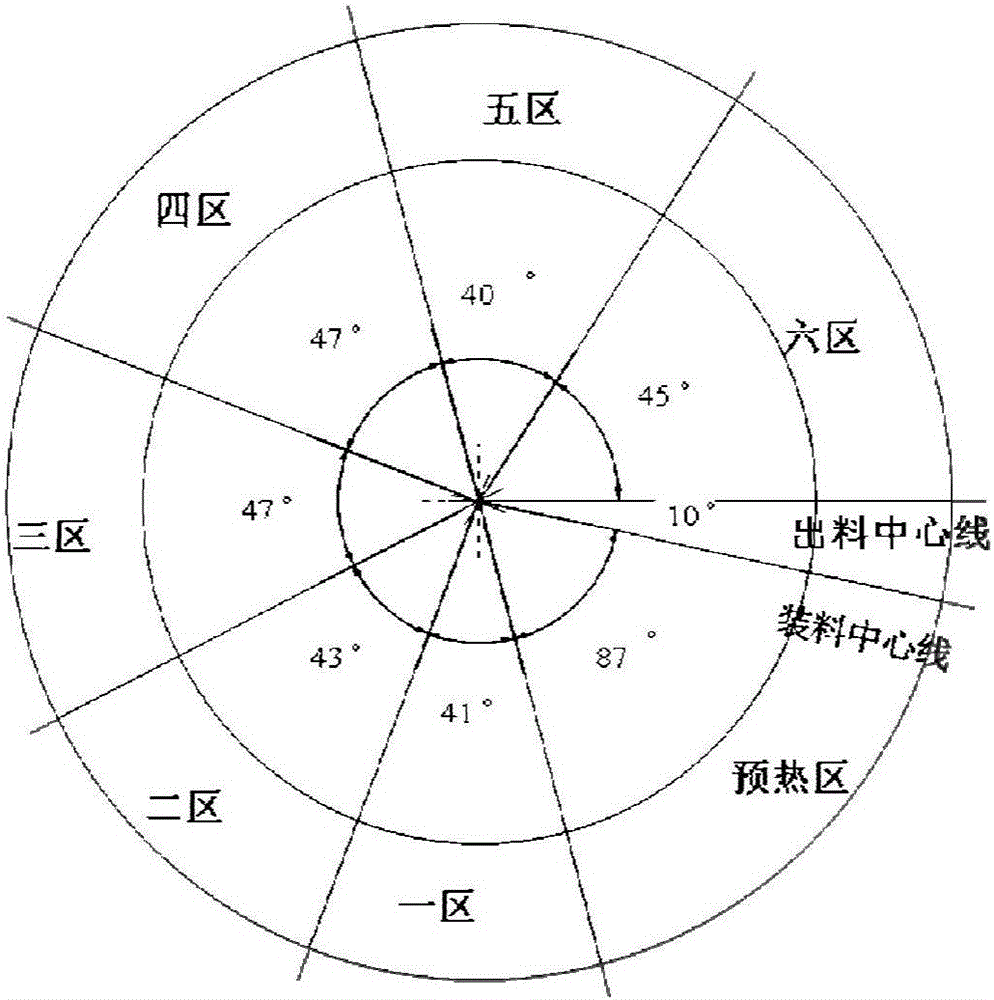
[0015] In this specific embodiment, the annular heating furnace zone used is as figure 1 As shown, the temperature value in the figure represents the angle distribution value of the corresponding partition. The processed 16Mn seamless steel pipe has three diameter specifications of 350mm, 390mm and 430mm, as follows:
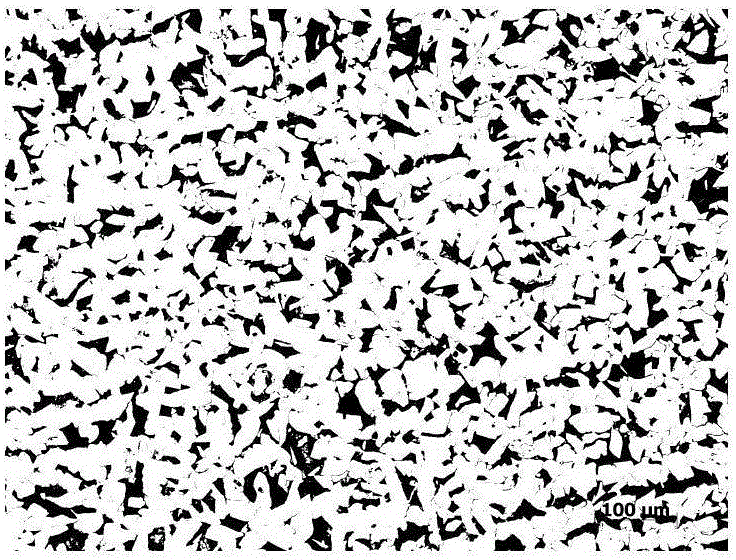
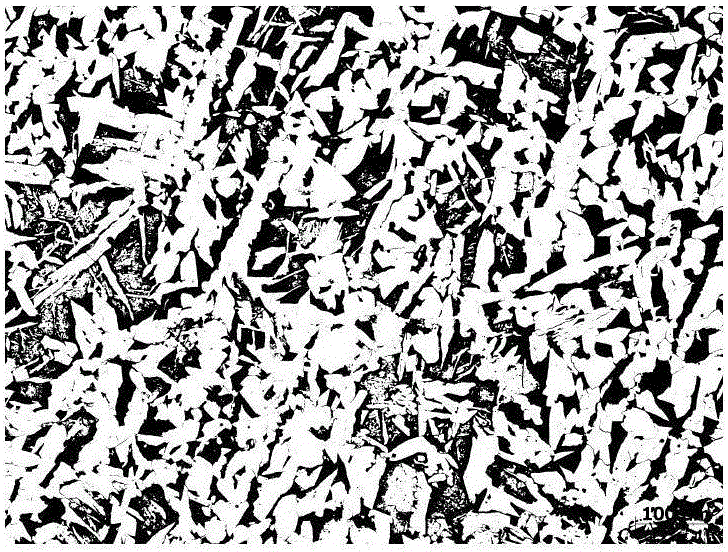
[0016] In order to eliminate the problem of uneven carbides in the billet and obtain austenite with fine grains, the invention provides a heating method for seamless steel pipes that eliminates low yield strength, impact strength and other performance indicators. The annular heating furnace for heating seamless steel pipes has seven zones in total, and adopts three-stage heating of preheating section, heating section and soaking section. The best heating temperature, heating time, heating speed, pressure system and atmosphere system for each se...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More