

Vision sensing-based laser-electric arc hybrid welding real-time automatic control device and welding method thereof
An automatic control device and hybrid welding technology, applied in laser welding equipment, welding equipment, manufacturing tools, etc., can solve the problem that the distance between the droplet and the center of the laser keyhole is too far, the adjustment process cannot be visualized, and the center of the droplet and the laser keyhole The distance cannot be adjusted in real time to achieve the effect of improving stability and avoiding reflective effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
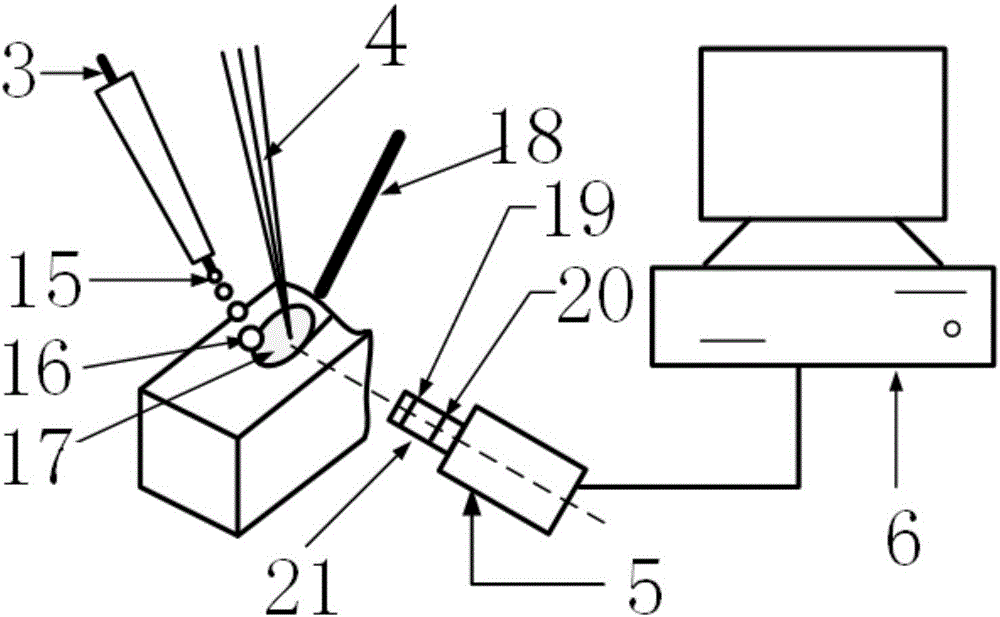
[0049] Adopt the welding method of laser-arc hybrid welding real-time automatic control device of the present invention, as Figure 4-5 As shown, follow the steps below:
[0050] Step 1: Before welding, clamp the weldment 11 with a thickness of 8.0mm on the workbench. The laser adopts Nd:YAG solid-state laser from Trumpf, Germany. The laser is focused by a 220mm focusing lens to obtain a 0.5mm diameter spot; defocus The power of the Nd:YAG solid-state laser is 2.0KW; the welding torch 2 uses a Panasonic YD-350AG2HGE MIG welding torch with a maximum arc current of 350A. The length is 14mm, the relative welding speed of welding torch 2 is 800mm / min, the diameter of welding wire of welding torch 2 is Φ1.2mm, and the shielding gas of welding torch 2 is CO with a volume ratio of 5%. 2 The %Ar of +95, the gas flow rate is 15L / min; Set the parameter of high-speed camera 5, under the condition that does not have optical filter 19, the aperture 20 of lens 21 is adjusted to 4, exposure...
Embodiment 2
[0056] Adopt the welding method of laser-arc hybrid welding real-time automatic control device of the present invention, as Figure 4-5 As shown, follow the steps below:
[0057] Step 1: Before welding, clamp the weldment 11 with a thickness of 8.0mm on the workbench, and the laser uses CO 2 Laser with a power of 2.0KW; Welding torch 2 adopts Panasonic YD-350AG2HGE MAG welding torch with a maximum arc current of 350A, adjust the arc welding current of welding torch 2 to 200A, arc voltage to 27V, dry elongation of welding wire to 14mm, and the relative welding speed of welding torch 2 800mm / min, the welding wire diameter of welding torch 2 is Φ1.2mm, and the shielding gas of welding torch 2 is CO with a volume ratio of 5%. 2 The %Ar of +95, the gas flow rate is 17L / min; Set the parameter of high-speed camera 5, under the condition that does not have optical filter 19, the aperture 20 of lens 21 is adjusted to 6, exposure time is adjusted to 1 / 50, sampling frequency Adjust to ...
Embodiment 3
[0063] Adopt the welding method of laser-arc hybrid welding real-time automatic control device of the present invention, as Figure 4-5 As shown, follow the steps below:
[0064] Step 1: Before welding, clamp the weldment 11 with a thickness of 8.0mm on the workbench, and the laser uses CO 2 Laser with a power of 2.0KW; welding torch 2 adopts Panasonic YD-350AG2HGE MAG welding torch with a maximum arc current of 350A, adjust the arc welding current of welding torch 2 to 200A, arc voltage to 26V, dry elongation of welding wire to 14mm, and the relative welding speed of welding torch 2 800mm / min, the welding wire diameter of welding torch 2 is Φ1.2mm, and the shielding gas of welding torch 2 is CO with a volume ratio of 5%. 2 The %Ar of +95, the gas flow rate is 16L / min; Set the parameter of high-speed camera 5, under the condition without filter 19, the aperture 20 of lens 21 is adjusted to 6, exposure time is adjusted to 1 / 50s, sampling frequency Adjust to 50 frames per seco...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More